アーク溶接 第104話 アークスタート性を考える(4) 担当 高木柳平
2017年11月13日
=スタート性と溶接電流・アーク電圧波形(パルスマグ溶接編)=
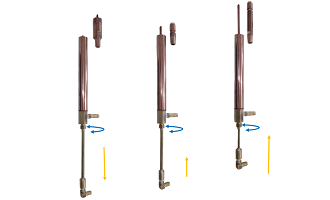
ピーク、ベースと高・低を繰り返すパルス溶接電源ではスタート時の設計はどのようになされているのであろうか。ベース電流期間に短絡を開始すれば電気エネルギー不足になり、ピーク電流期間でも、ピーク時間が短いので不足するだろう。よって、特別なスタート用のエネルギー回路が用意されていると考えた方がよい。 ワイヤスローダウン、ホット電圧、スタートピーク電流などの設定以外に、各パルス溶接機によってスタート安定化の方法はメーカ独自の改善専用機能が付与されている。取扱いにあたっては予め習得し、適切な設定をすることが強く望まれる。 本話では過去に測定したパルスマグ溶接波形の中からアークスタート部に関し、安定および不安定波形のほぼ典型的と思われるチャートを選び解説します。 図104-01にパルスマグ溶接機のスタート性調査の中から抜粋した典型的なスタート特性を示す。この中で図-1aには「一発点弧スタート」タイプを示しその起動エネルギーはほぼ480A ×30V ×25msecである。一方、図-1bには「短絡スタート」タイプを示しその起動エネルギーはチャートからほぼ430A ×8V ×80msecと読み取ることができる。 以前掲載した図066-02も一発点弧でほぼ510A ×30V ×10msecの起動エネルギーを示している。これらの起動エネルギー値について良否の判別はできないが、一発点弧スタートの方がアークによりワイヤ端と母材の双方を早めに熱することができるため好都合である。
またパルス電源のスタート特性が「一発点弧」、「短絡」の如何に関わらず、各溶接機では無負荷電圧からアークスタートに移る期間においてピーク、ベースではなく起動エネルギーを安定的に出力できる機能を備えていることが分かる。
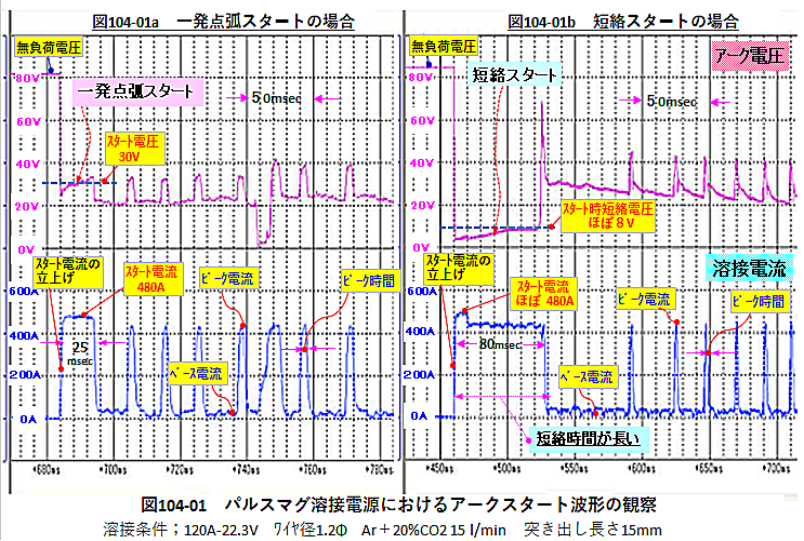
図104-02は時間軸を1目盛当たり100msecと大きくとってパルスマグスタート部の安定および不安定を観察したチャートです。 図-2aは一発点弧で瞬時スタート成立。スタート時のアーク電圧が大きく低下していないためこのように判定。ピーク電流430A前後を示しその後ほぼ安定なパルス溶滴移行を示している。 図-2bは、同様に瞬時スタート成立したが、次からの滑らかなスタート条件に移れなかった例。ピーク電流500A程度、その後明らかな無負荷電圧になること3回、600A限度のピーク電流を示すこと8回、無負荷電圧3回に伴い電流ゼロを示す期間も3回。
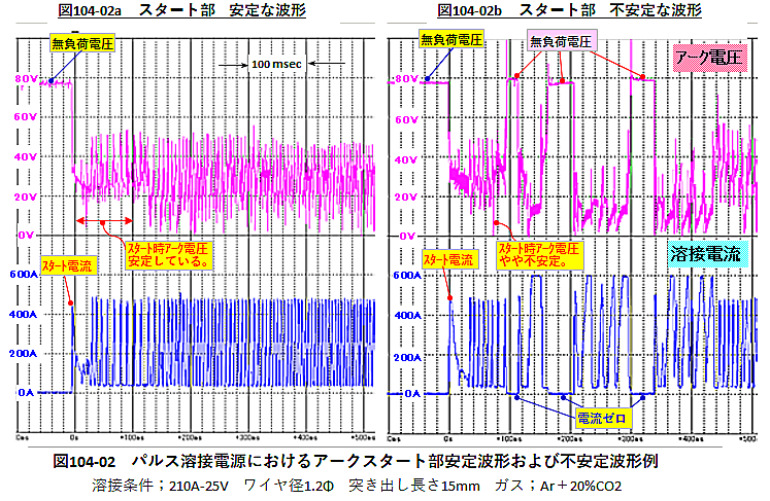
以上の例に示すように、瞬時スタートは達成してもそれに続くアークの安定化を維持できない場合がチャートをみると短絡移行溶接も含めパルスマグ溶接でも比較的多く見掛けられる。 チップ先端部の給電点の移動なども一因と推定されるが、溶接電源の設定からは瞬時スタート成立後のワイヤ送給と電圧の適正化も考慮に入れた方が良いことを示唆している。 なお、ハイコーダ適用による溶接波形測定時注意すべき点のひとつは、電流、電圧などの波形が直流であるにも関わらずゼロラインを下回るなどの現象に悩まされることがある。 検出器からの外乱信号の影響であったり、多チャンネル測定の場合はそれらの干渉が考えられる。採取した波形の意味も十分理解するなかでアーク改善につなげていきたい。
次話では「スタート性を大きく左右するエンド制御」についてチャートを参考にしながら説明します。
以上。