アーク溶接 第98話 溶接部の品質とビード寸法不良(1) 担当 高木柳平
2017年09月11日
前話まで8話にわたって「ビード外観不良」「ビード切れ」「ビードずれ」についてみてきました。ビード外観品質に分類されるものは未だ多く残っていますが一休みさせていただきビード内部品質に話を移します。
内部品質については折に触れて説明をしてきました。振り返ります。
第43話;シールドガスとその取扱い(4)としてガスの種類が溶け込み形状、溶け込み深さに影響する。
第45話;シールドガスとその取扱い(6)として溶着金属の強度に影響するSi , Mnなどの成分歩留まりは、ワイヤ成分、ガスの種類、溶接電流およびアーク電圧などに影響を受ける。
第52話;溶接条件の選定、考え方(5)としてワークには必ず所定の要求品質特性があり、そのなかでも溶接部強度保証が求められる。強度保証の第1は「溶け込み深さ」であり、外観が良好であればビード幅で代用が可能。
第87話;品質の時代になり求められる第1は強度保証。その中味は外観品質と内部品質に大別される。
第88話;各種溶接欠陥を含むビード外観モードを分類するなかで、外観観察力を改善させ溶け込み深さなどの内質への把握力向上が必要と解説。
第89話;強度保証項目と各種阻害要因について解説。強度保証項目として①脚長 ②のど厚 ③溶け込み深さ ④溶接長さ ⑤ビード幅を挙げている。
以上の説明からもわかるように溶接部強度保証の観点から「ビード寸法」は「ビード外観」と双璧をなすもので、「ビード寸法不良」を常にゼロ化しなければならない。
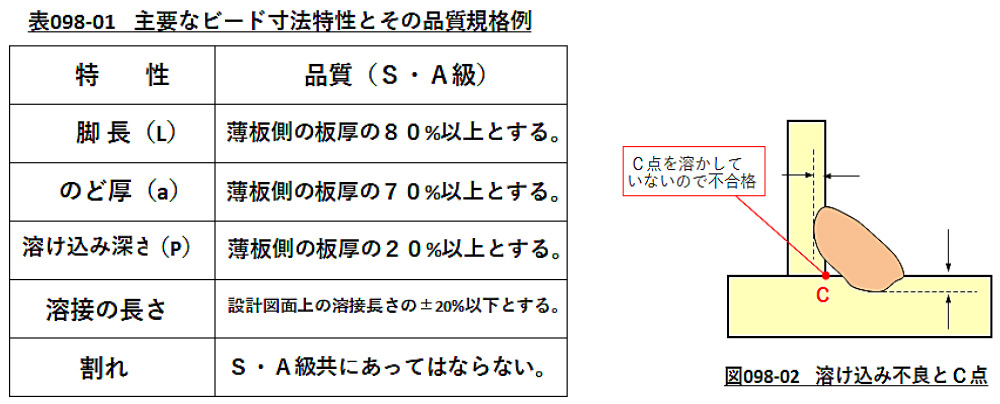
ビード寸法はしっかり規格化されており、人口に膾炙された溶接品質規格の一部を抜粋して表098-01、図098-01に示す。
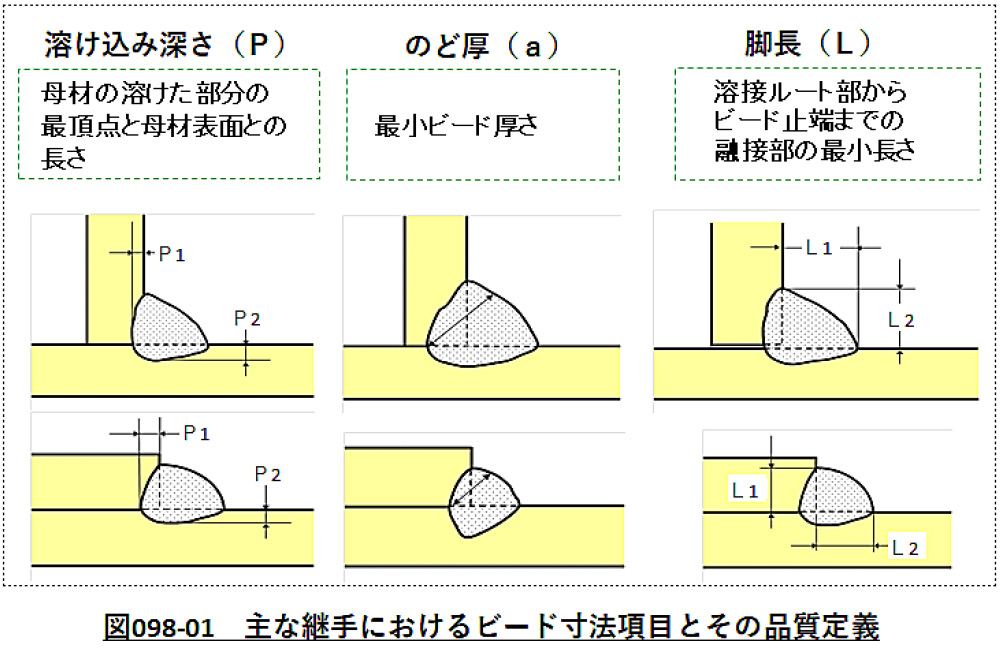
ここで改めてビード寸法規格の意味するところを説明します。
◇溶け込み深さ(P);測定箇所は図098-01にみるように母材の溶けた部分の最頂点と母材表面との長さであり、薄板側の板厚の20%以上と規格されている。溶け込み深さはマクロ組織検査と称する断面試験により求められ、その結果は溶接強度保証に即直結する。 但し図098-02に示すC点は必ず溶かすことが必要です。
◇のど厚(a);最小ビード厚さを示す「のど厚」の寸法は溶接部の強度を決定する重要な特性値。材質が同じであればこれらの寸法に比例して強度も増加する。規格では下限を薄板側の70%以上と定めている。但し「実際のど厚」は母材の有する間隙(mm)により変化するので板間スキマの上限が厳しく制限される。このことは以前にも触れたが溶接機器の進展により板間スキマが大きくなり過ぎてもスキマを溶着できさえすれば良いとする考え方を否定するものです。溶接部強度保証を考慮しようとすれば、母材間スキマの上限管理が強く求められる。
◇脚長(L);図098-01のL1 , L2で示す脚長寸法はのど厚と同じく溶接部の強度を決定する重要な特性値で、のど厚と同様な考えで材質が同じであればL1, L2寸法に比例して強度も増加する。そこで規格では下限を薄板側の80%以上と定めている。またLは板間スキマが存在したり、C点が溶けていない場合は影響を大きく受けるので母材間スキマおよび断面検査と併せ管理することが求められます。
次話ではビード寸法不良(2)として「溶け込み深さ」への理解を深めるため「融合不良」「溶け込み不足」「溶け込み不良」など説明し、さらに板スキおよびC点発生時のビード寸法の実際例について説明を加える予定です。
以上。