アーク溶接 第77話 アーク溶接技術講習とその紹介(5) 担当 高木柳平
2017年02月13日
= 現場講習と溶接ワイヤ =
アーク溶接講習には座学講習と現場講習の双方を希望に応える形で実施していることについては既に触れた。本話では現場講習時にお客様のCO2・マグ溶接工程に入って、どのような諸点に関してアドバイス、指摘をするか、その概要と着眼点について記します。
1) 現場説明時の着眼ポイント
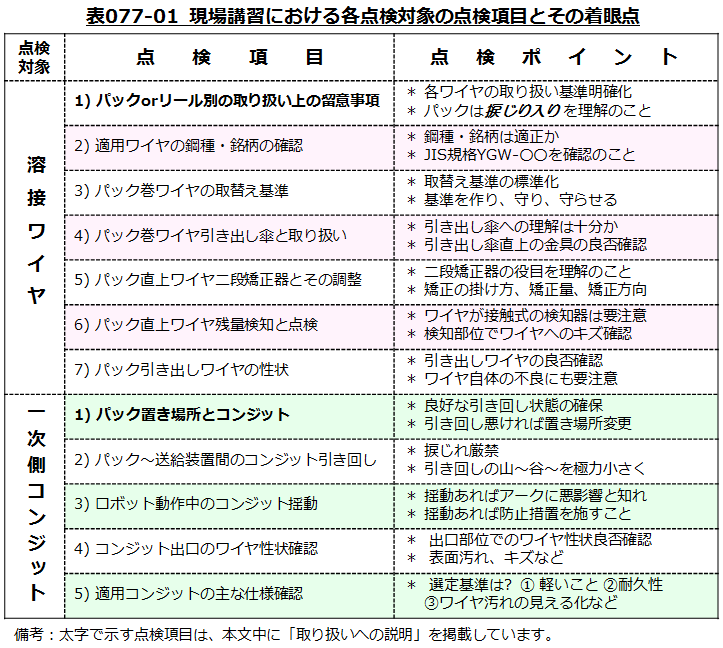
お客様が現場講習を希望される背景のひとつは品質維持への要望が強い場合であり、他の一つは新人教育も含め受講者教育への要望であります。座学講習でいくら説明をしても理解してもらえないことが現場で現物を前にするとわかってもらえることは多く、受講者の顔色が笑顔に変わるケースにたびたび出逢います。説明時のポイントは既に第4話でも詳しく触れましたガスシールドアーク溶接法で大切な三つの基本をベースに事前にお客様からのご意見、要望を聴き、それらを反映させつつ説明を進めます。すでに本稿で詳しくみた①溶接ワイヤ~溶接トーチまでの送給性・給電性、②溶接電源とその取扱い・設定、③シールドガスとその供給、④溶接冶具・ロボットティーチングによるカラ運転とアーク出しによる実溶接などを順次観察し説明する。表077-01に点検項目と主な着眼点の概要を示します。そこでこれらの点検項目の中でお客様にほぼ共通する2,3の改善点について以下に説明を加えます。
2) パック巻きワイヤ取り扱い上の留意事項
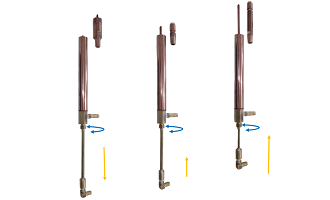
パック巻きワイヤはパックに収納する際、捩じりを入れながら落とし込んであるため「ワイヤを引き出す際にはそれらの捩じれを解放させながら引き出される」ことをしっかり理解した上で取り扱うことが大切な点です。案外理解されていません。捩じりを解放するスペースとして引き出し傘の高さが必要であり、引き出し部の穴には捩じれ解放による摩擦が生じ、その際の擦れにより表面キズが発生する場合があります。これらの表面キズ、メッキ剥がれなどを防止する目的で当社では特に滑り性の良好な高強度樹脂製のガイド部品「SG2」(図026-02参照)の適用を提案しています。是非ご検討ください。
3) パック置き場所とコンジットの引き回し
多くのお客様の溶接工程を観察するとパックの置き場所に苦労の跡が伺えます。パック巻きワイヤはサイズが大きく場所を取り、ロボット上のワイヤ送給装置までの空間に余裕がなくなる場合が多く見受けられます。このような場合一例ですが、発想の転換をしてA号溶接機のパック巻きワイヤの置き場はB号機近くで、反対にB号溶接機のパック巻きワイヤの置き場所はA号機近くに置き、少々コンジット長さは長くなっても大きな屈曲を生じさせないのでワイヤの「引き出し性」に優れることになります。狭い溶接工程内にパックワイヤを押し込めコンジットの屈曲を我慢して使用することは避けてください。良好なアーク溶接環境はパックの置き場所から始まると心得ましょう。
次話も引き続き点検対象を「ワイヤ送給装置」「溶接トーチ」に移し点検のポイントなど予定します。
以上。