アーク溶接 第74話 アーク溶接技術講習とその紹介(2) 担当 高木柳平
2017年01月16日
前話では講習時に適用するテキストは当社専用のもので3部作から構成していることに触れた。テキスト基礎編(1)はCO2マグ溶接理解のための基礎的な内容になっている。ここでは実際の講習時に常に強調しながら受講者に説明するいくつかを取り上げます。既に説明済みの内容と重なる場合もありますが、受講者となって読み進めて頂ければ助かります。
1) CO2溶接法の原理とブローホール発生への理解
第3話の「CO2アーク溶接法の開発と原理」にみるようにCO2ガスはアークの高温下でCO2→CO+Oに解離してCOガスを発生する。この解離ガス(気体)が溶融金属中に侵入するとブローホールを形成してしまう。そこで解離ガスを発生させないように、溶接ワイヤ中に脱酸元素であるSi、Mnを適当な量多めに含有させて気体でなく液体生成物(FeO-SiO2-MnO)のスラグとしてビード表面に浮上させ清浄なブローホールのない溶接金属を得ることに「原理」があった。この「教え」はアーク溶接では溶融金属中に気体を生成させたり、侵入させるとブローホール発生につながるという事実です。このことを念頭に置けば油煙を吸い込ませたり、亜鉛メッキ鋼板溶接時にむやみに亜鉛蒸気を生成させ、吸い込ませるなどすればブローホール発生に即つながることが容易に理解できます。
2) アーク溶接技術における「全体像」の背景
第6話に「アーク溶接技術における全体像と考え方」として解説しました。そもそもアーク溶接熱源は図074-01にみるように安定化加工熱源を目指していますが裏を返せば不安定になりやすいと言うことです。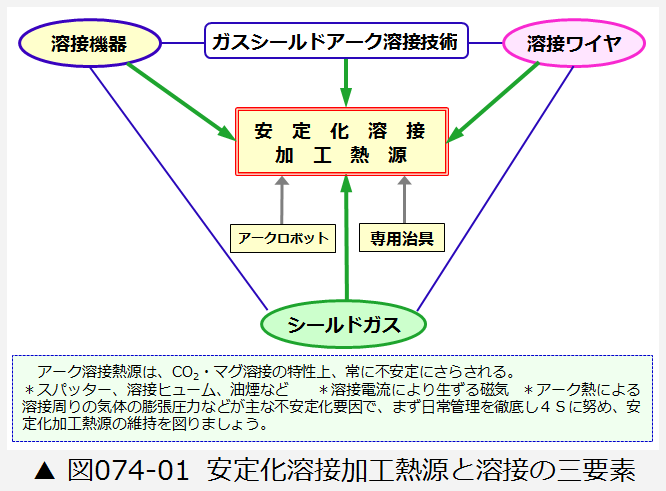
アーク発生に伴う溶接ヒューム、スパッター、油煙など溶接設備を汚す要因が日常的に作り出される結果、ワイヤ送給系、給電系およびガスシールド性に悪影響が及び品質不良につながりやすくなる。よって日常管理として筆者も口を酸っぱくして繰り返し言うのですが「4S」の徹底が第1です。これらを前提にして溶接電源・ワイヤ送給系・溶接トーチ・アークロボット・溶接治具を作業指示書に従って動作させれば品質の維持につなげることがはじめて可能となると言う、これが「全体像」の背景です。
3) アーク力と大粒スパッター
母材への付着スパッターのなかで大粒スパッターの付着ほど有害なものはありません。またこれらの付着大粒スパッターをタガネなどで人手を使って除去するなどは「人」のする仕事ではないという認識が必要です。しかし現実はこのような除去作業が繰り替えされています。大粒スパッター発生の要因のひとつにアーク力(りょく)の作用があります。図074-02に示すようにアーク力はアーク形状の電流密度による差から生ずるもので、電流密度大→小の方向に力が形成され、かつその力は溶接電流に比例します。
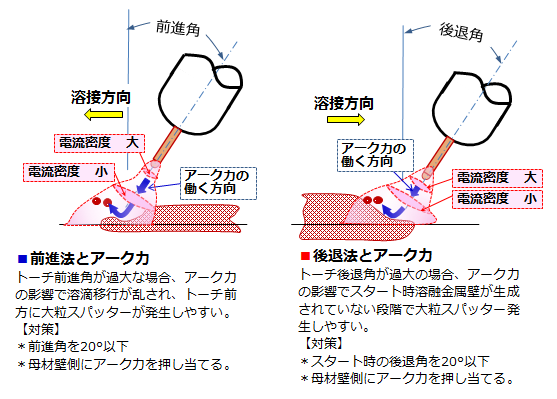
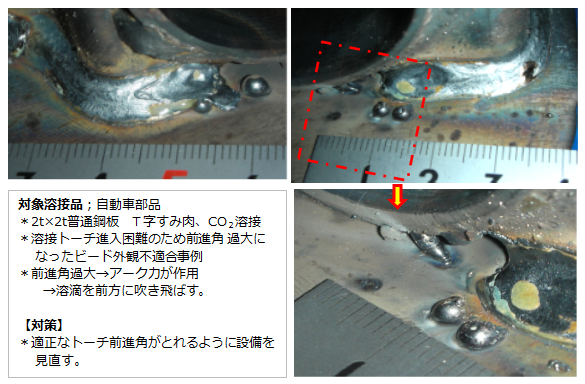
トーチ設定(前後角、傾斜角、狙い位置)によっては、溶滴移行がアーク力によってかき乱され大粒スパッターとなって母材に付着したり、跳ね返ってノズル付着となる。またアーク力は溶融金属を下押す力が強く、大粒スパッター飛散による溶着量不足のためアンダーカットを伴いやすいなど弊害を生じやすくなります。図074-03にトーチ前進角過大による大粒スパッター発生事例を示します。なお、反面アーク力は「アークふらつき」などのアーク不安定要因に対しては有効に作用する場合もあります。
生産準備段階でこれらの予測をつけながら溶接設備の立ち上げに対応しましょう。設備が立ち上がってから製造現場で対応できない課題となるためです。
次話では基礎編(1),(2)における講習の要点を、日頃講習している立場から何点か抜粋し説明を加えます。
以上