アーク溶接 第57話 溶接電流・アーク電圧(2) 担当 高木柳平
2016年07月18日
アーク電圧は単独では余り意味がありません。やはり溶接電流に対してアーク電圧をどのように設定するか、溶接ビードをどのようにしたいかと言う段階になって重要度を増してきます。本話ではアーク電圧の適正な選定とその考え方について溶接電流、アークの安定性、溶接ビード形状との関連について基本となるCO2溶接を例に説明します。
図057-01にCO2溶接における電流・電圧・溶滴移行形態を示す。
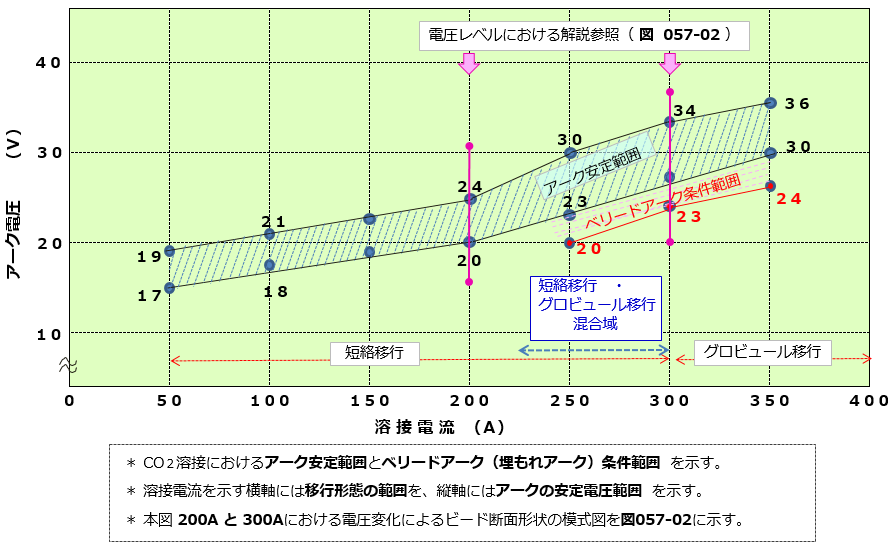
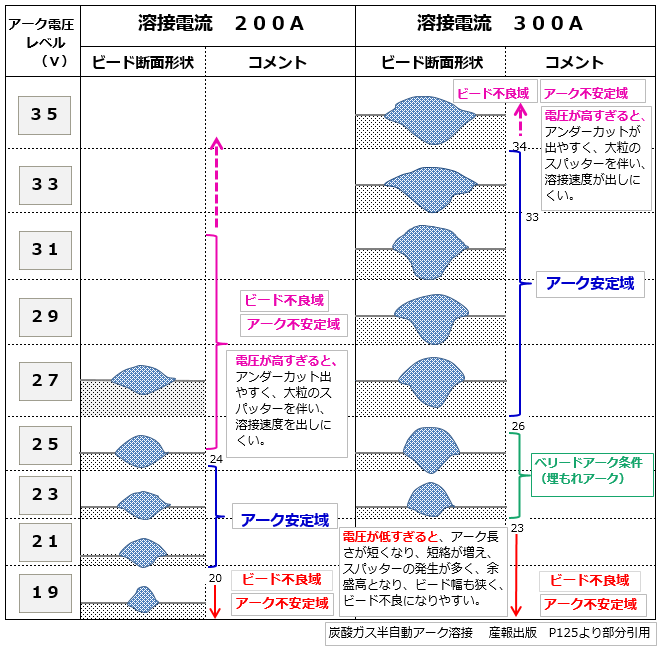
各電流に対し適正電圧範囲があり、ここでは200Aと300A時の電圧変化についてビード断面形状を図057-02に模式図として示す。
実際の溶接作業に当たって電流・電圧条件はまずアークの安定性を維持するが第1です。アークの安定は、溶接電流(ワイヤ送給速度)に対してアーク長さが短い・短すぎるケースと逆に長い・長すぎるケースおよびその中間の適正なアーク長さ域の3つに分けることができます。図057-01はCO2溶 接で短絡移行からグロビュール移行溶接まで、50A~350Aの各電流範囲における安定アーク電圧範囲を図示したものです。この図はアーク溶接の実溶接条 件を扱う際の基本中の基本ですので是非数値も含めイメージできるようにお奨めします。これらの条件を基礎にして他溶接法などと比較しながら条件設定を進め ると各溶接法による適正電圧の違いなどが見え、その裏付けが判ればさらに興味が湧き、理解が早くなり改善にもつなげることができます。一方、実際のアーク 電圧はロボット教示の場合「一元制御」を使って溶接電流に対する適正電圧として設定されることが多い。「一元制御」とは溶接電流を設定すればそれに適する電圧を予め設備が記憶しており詳しく電圧値を知らなくても自動設定できる機能です。最近では電圧の一元制御も機能的に優れ、メーカからの意思が伝達された設定が可能でありますが、はやりできれば皆様独自で「個別制御」と しての電流値、電圧値の設定を心掛けて頂きたい。メーカ推奨の一元制御値は不特定多数のユーザへの推奨値であり、適正電圧は適用ワイヤの銘柄ひとつでも変 化することを考えると個別制御への対応力をつけることが望ましい。図に戻って、横軸の溶接電流をみると溶滴移行形態が夫々の電流域で形成され低電流側から短絡移行域→混合域→グロビュール域の3領域があります。またアーク安定範囲は電流の増加に伴って適用電圧も高くなり、いわゆる正特性の関係を示します。縦軸のアーク電圧をみるとアーク安定域の上下に不安定域が存在し、安定範囲は電圧値にしてせいぜい短絡移行域で3~7V、グロビュール域では6~7Vで埋もれアーク(ベリードアーク)条件を入れると10~12Vに拡がります。
ベリードアークと言うのはCO2溶接のようにアークが集中し、250A以上の比較的大きな溶接電流になるとアーク力が増大し母材への掘り込み作用が生じ、その掘り込んだ中で母材表面より潜って、埋もれた状態でアークが発生する条件域です。CO2開 発当初より見出され、冷蔵庫コンプレッサーハウジングケースのヘリ継手などビード幅が狭く溶け込みが深くいる用途に適し、かつ高速溶接分野にも多く適用さ れています。なお、ミグ・マグ溶接ではアークが分散しやすいので掘り込み作用が小さくベリードアーク条件は形成されにくいことになります。
図057-02にCO2溶接(200A、300A)時の適正アーク電圧範囲の考え方を示します。200Aは典型的な短絡移行アーク領域でありますが27Vなどの高電圧条件は、アーク長過大となり溶滴の1粒が過大アーク空間を移行するため大粒で、スパッター飛散につながりやすく、かつ溶融金属のビード中央への凝集によってアンダーカットが生じやすい。電圧が下がって24Vレベルになるとアーク安定域となり比較的余盛高さの良好なビード、さらに22Vに下がるとアーク長が短くなり短絡回数も増加し、アークの拡がりもなくなるので狭幅な余盛高のビードとなり、20V以下の安定域を下抜けするとスパッターの発生が多くなりビード不良を伴うようになります。この傾向は溶接電流300A時の高電圧側→アーク安定電圧域→ベリードアーク条件域→低電圧側でもほぼ同様な状況を呈します。要するに溶接電流が与えられ、その溶接ビードの顔・形に最も影響を及ぼすのは「アーク電圧」のため、適正な電圧値を選定することはとりわけ重要となります。またアーク電圧の選定に際しては例えば0.5V毎の細かなチェックをして最適値を選定することをお勧めしています。
以上。



