アーク溶接 第55話 溶接電流・ワイヤ送給速度・ワイヤ径 担当 高木柳平
2016年06月20日
前話では、溶接電流は「ワイヤ送給速度」および「ワイヤ径」に比例することを学びました。最近の進展した溶接機器においては第20話でも触れましたが、何れの送給装置にもワイヤ送給速度を精度よく測定可能なエンコーダが 装備されている。そのため、機器メーカでは溶接電流よりも正確を期すためには「ワイヤ送給速度」で管理することが望ましいとの見解を出しています。的を射たアドバイスです。要するに「溶接電流値」は突き出し長さ、チップとの接触抵抗およびワイヤ径などのバラツキの影響を受けるので、変動要因の少ない「ワイヤ送給速度」をその中心軸にしようとする考え方です。しかし、エンコーダなどない時代を長く過ごしてきたアーク溶接界では「溶接電流」は管理上必須条件項 目の1番目であり外すわけには行きません。そこでベストな対応は「溶接電流」と併用で「ワイヤ送給速度」を管理されることが望ましいと考えます。
図055-01に溶接電流とワイヤ送給速度、ワイヤ径の関係の一例を示します。
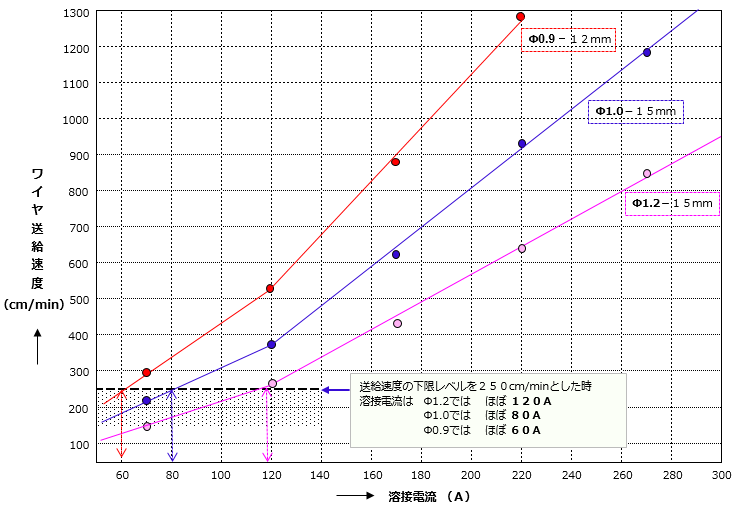
ここで課題のひとつは送給速度(cm/min)の下限をどの程度に抑えるかで す。またこれらの溶接電流はメイン電流(定常溶接電流)に限らずエンド時電流にも当てはめる必要があります。送給速度の下限値はアークの安定化、均一な溶 接ビードを得るために必要で、一般的には200~300cm/minに設定されています。ここでは仮に下限値を250cm/minとします。短絡移行溶接 の場合をみると、アーク安定域の短絡移行回数はほぼ50~100(回/sec)でありこれらの短絡移行回数は適用電流による明らかな相関はありません。必要なことは溶滴1個分のワイヤ長さを連続的に確保・供給できるかと言うことであり、送給速度が遅すぎると1溶滴分のワイヤ長さがバラツキ、移行が乱れやすくなります。例えばΦ1.2ワイヤで送給速度下限域になれば、ワイヤ径をサイズダウンしてΦ1.0あるいは0.9ワイヤに交換する必要がでてきます。細径に交換すれば所定溶接電流を得るための送給速度が上昇するので送給速度下限域を脱することができます。
またパルスマグ溶接では原則1パルス1溶滴が安定パルスの確保に必要ですが、図055-02にみるようにΦ1.2ワイヤ径における溶接電流の下限域が短絡移行同様設けられます。
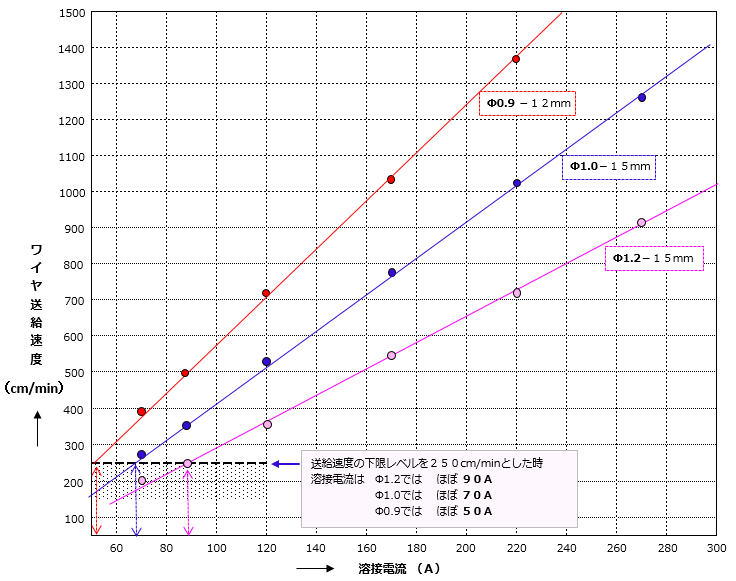
この場合もワイヤ送給速度の低下が原因で適正な1パルス1溶滴が成立しなくなるためで、ワイヤ径のサイズダウンが必要な対応となります。余談ですが、ワイ ヤ単価は径でみるとΦ1.2が基準でΦ1.0、0.9と細径になるほど高く、逆に1.4、1.6と太径になるほど安くなります。調達・購入の立場からはワ イヤ径の適用種類を増やしたくないという管理上の課題も含めΦ1.2径で統一したくなります。しかし上記の送給速度下限域における薄板溶接品を対象とする 場合はΦ1.0、0.9などの細径を採用することが品質維持に不可欠な場合も多く手直しレスとなり製造サイドからは歓迎されます。
次に溶接電流と適用ワイヤ径の関係を図055-03に示します。
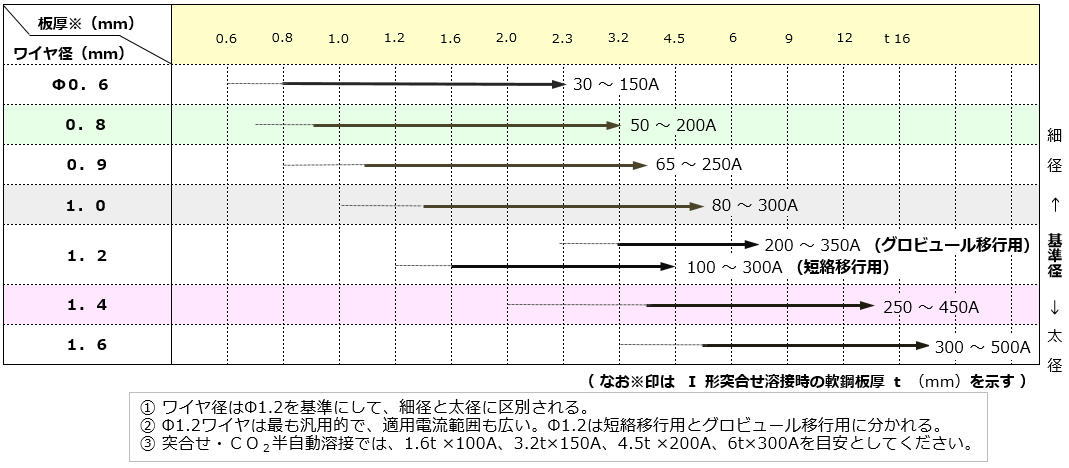
前述のようにワイヤ径の基準はΦ1.2で適用溶接電流範囲はほぼ100A~350Aです。またΦ1.0では80A~300Aと細径になるに従って低い電流 側にシフトします。最細径Φ0.6ワイヤで、30A~150Aの電流範囲を示します。とくにΦ0.6ワイヤは自動車板金分野に好んで用いられ50-60A 前後の極低電流域では熱伝導型の溶け込み形状を示し穴あきしにくくなります。Φ1.0の高電流域の代表的な適用例としては、高溶着・高速溶接を必要とする 冷蔵庫コンプレッサーハウジング周溶接などがあります。一方、Φ1.2より太径ワイヤであるΦ1.4、1.6は高電流側で適用され500Aまでの電流域を カバーします。Φ1.4ワイヤはΦ0.6ワイヤと同時期の昭和58年にJIS化されました。とくに断面積比でみると Φ1.2:1.4:1.6=36:49:64と丁度中間になるためΦ1.6ワイヤ対比作業性に優れ、かつ電流密度を大きくとれるので溶融速度を高められる などの効果があり高電流域において適用が進みました。さらに太径であるΦ2.0、2,4ワイヤなどはトラック関連部品の大型ホイールのすみ肉溶接、アクス ルハウジングの突合せ溶接などに600Aを越える領域で適用されているのが現状です。
次回はアーク電圧、アーク長さ、正特性の関係について説明します。
以上。