アーク溶接 第52話 溶接条件の選定 考え方(5) 担当 高木柳平
2016年05月09日
④溶接対象部品(ワーク)の要求品質特性
ワークの要求特性から見て設備立ち上げに向け予め検討しておかなければならない項目に「要求品質特性」がある。本話ではこれらに関連のある項目について概要を記します。
④-1溶接部の強度保証
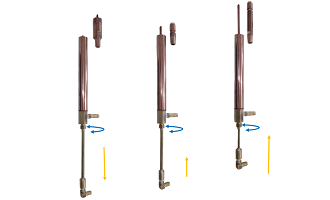
強度保証上の品質項目には種々ありますが何と言っても重要な項目は「溶け込み深さ」(以下P)と考えられます。しかしP(mm)は断面マクロ検査であり、破壊試験ですので常に実行するわけには行きません。そこで必要な項目がビード幅(以下W)です。外観検査とノギスなどで常に測定可能です。図052-01にそれらの考え方の一例を示す。

P→Wで判定するが、判定できない場合としてビード外観不良A,Bを示しています。Aの外観不良は通常指摘されますのでここでは触れません。Bの外観不良について着目することをお勧めすると同時に、以下に示す要因で不良を発生させないよう予め注意ください。
*止端部ビラビラビード;溶融池に強い衝撃をもって溶滴移行させた結果生ずる現象で「アーク特性の設定不良」などが主な要因です。
*ビード先流れ;ワーク傾斜などにより生じやすく、溶け込み不足、融合不良を生じやすい。適正なワーク姿勢がとれる治具設備が求められる。
*溶接姿勢が立向上進姿勢しかとれない;これは何としても避けて下さい。適正なビード品質を得ることが困難です。
*大きな前進角しかとれない;吹き出しスパッターが発生しますので当初より避けて、適正なトーチ前後角がとれる設計にして下さい。
④-2 溶接速度の設定について
タクトタイムは設備設計上重要な仕様であります。溶接速度(cm/min)はそれらタクトタイムの主要な部分を構成するもので速ければ速い方がタクトタイム改善に寄与できます。しかし溶接技術上の原理からは溶接品質は溶接速度に反比例するため、むやみに速度をアップすることは不良発生につながりやすくなります。一方、速度アップを図るためには、それらを裏付ける対応、例えば第4話で示した「三つの基本」を忠実に守り点検しながら事前準備することが求められます。
④-3 溶接歪
溶接歪、ワークの変形は必ずと言ってよいほど発生します。これは溶融金属が凝固して溶接金属になる際必ず「収縮する」という事実に基づくものです。よって、計画段階から「溶接歪、変形」への対応を考慮して下さい。溶接法、ワイヤ径の選定、溶接入熱量、溶接順序、ワークへの要求、逆ひずみなどが関連します。
④-4 溶接継手
*ヘリ継手の溶接にはコツがある。
ヘリ継手は二枚の母板が拝む形に配列された溶接継手で、二枚の母板の端はほぼ揃っている。薄板であればTIG溶接で、また肉厚に応じてマグ、ミグ溶接も適 用されている。ここで主な品質課題は波打つようなビード形状になりやすいことです。これを克服する方法はTIG、ミグ・マグ共にかなりの大きさのトーチ前進角の採用をすることです。是非、対象があればトライして見て下さい。
*溶接継手のギャップには限度がある

図052-02にみるように継手ギャップを限度以上に大きくすると「のど厚」が確保できず、強度保証ができません。最近の機器の進展により交流マグ・ミグ溶接機など高溶着を可能にできるようになりましたが、ギャップの空いた継手部を単に盛り金すれば良いというものではありません。これらの考えを忘れずに溶接と向き合っていくことも大切です。以上で溶接条件に関する考え方・・・事前準備編・・・をひとまず終了します。
以上。