アーク溶接 第51話 溶接条件の選定 考え方(4) 担当 高木柳平
2016年04月25日
③-8 溶接条件とその設定、制御
実際の溶接対象品が決まり、ワークの要求特性が示され、それらに基づいて治具、設備構想を練られます。そのなかで種々の溶接条件が検討されその一例が図048-01に示すアーク溶接10大条件です。溶接機、アークロボットの進展とともにこれらの条件・制御機能をどこで、どのように設定するか、前もって理解し適切に運用することが求められます。ここでは運用にあたって必要な考え方の一例について記します。
a)特別な溶接条件の必要性「有・無」を事前準備段階で判別する。
*亜鉛メッキ鋼板溶接時のブローホール低減
ここでは、亜鉛メッキ鋼板溶接に適する溶接波形の選定例について説明します。
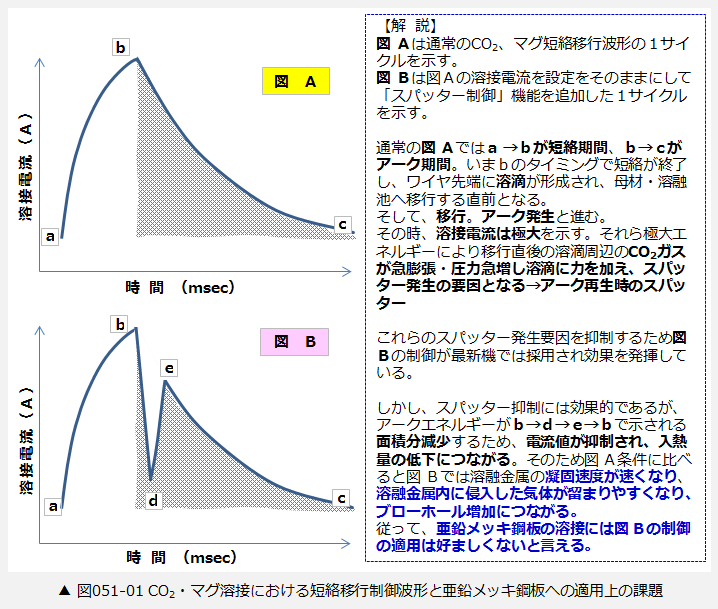
一般的に一度侵入してきた亜鉛蒸気を溶融金属中に滞留阻止を図るには入熱を増加し凝固速度を遅らせることです。図051-01の図Aがこれにあたります。但し普通鋼板の溶接でスパッター抑制効果のある波形制御設定は図Bで示されます。亜鉛メッキ鋼板溶接時に図Bの波形設定を行いますとブローホール抑制には逆効果になる場合が出ますので予め注意ください。
一般的に一度侵入してきた亜鉛蒸気を溶融金属中に滞留阻止を図るには入熱を増加し凝固速度を遅らせることです。図051-01の図Aがこれにあたります。但し普通鋼板の溶接でスパッター抑制効果のある波形制御設定は図Bで示されます。亜鉛メッキ鋼板溶接時に図Bの波形設定を行いますとブローホール抑制には逆効果になる場合が出ますので予め注意ください。
*亜鉛メッキ鋼板のパルスマグ溶接時にスパッター発生の低減
第44話に も亜鉛メッキ鋼板とシールドガスおよびトーチの設定条件などを記していますが、亜鉛メッキ鋼板の溶接には普通鋼板と異なって好適なパルス波形の設定があり ます。ロボット・電源メーカ推奨の波形例を探索して対応することが望ましい。また、機器メーカもこれらの波形適用に力を注いでいます。
*密閉構造のワークの溶接は難しい。
ワークがΦ50~60程度のパイプの両端にフランジを嵌入して同時溶接する場合、アークブローなどで困難だから片側づつ溶接を行うとします。この場合、パ イプ内の油脂分のアーク熱による蒸発、パイプ内の空気の膨張などにより生じた気体がブローホールとなって溶融金属に作用し、表面に開口すればピット、溶融 金属を吹き飛ばせば穴あき+溶融金属飛散となって不良に直結します。ワークが溶接される時、クランプなども含め密閉体にならないことを確認、溶接部にガス 圧力として作用が懸念される場合は必ず対策としてガス抜きなどの処置を施してください。
*すみ肉継手の同時溶接は難しい。
ここにt=9mm軟鋼板のT字水平すみ肉継手があり溶接仕様が両面すみ肉であるとします。アークロボット2台で同時アーク溶接を行うとします。さ て、うまく施工できますか。正解は先行アークは安定ですが後行アークが不安定となってしまうというものです。何故でしょうか。これは先行アークの溶融金属 が、後行アークを密閉状態にし、かつ先行アークにより生成された気体などの膨張圧力が後行溶融金属に作用する結果、不安定になるものと考えられます。この ような溶接仕様が要求される場合は前もって母材黒皮を含めた表面状況、油脂分有無の確認を事前に行い、板厚によっては開先を取ることも考慮する中で、後行 の溶接に悪影響を及ぼさないよう配慮することが望ましい。
b)溶接制御機能の役割を理解し、設定方法・設定場所などを事前にマスターすること。
デ ジタル溶接機が当たり前の時代になって従来は困難であった溶接条件の切り替え、設定があらゆる溶接部位で任意に可能になってきました。ロボット・溶接機器 メーカの指導を受けながら、対象設備の制御可能範囲を当初から理解し、最善の機能を引き出すようにして下さい。紙面の都合でここでは詳述をしませんが、以 下の項目が含まれます。
*「各溶接制御機能」の意味を理解する。
例えば、短絡移行溶接では前述のアーク波形制御・スパッター制御などは代表的な機能であります。パルスマグ溶接ではパルスピーク電流、パルスピーク時間な ど適切な設定が求められます。波形制御の立ち上げ速度に関しても「ハード、標準、ソフト」の設定がありますが「標準」の設定も結構ですが、皆様の溶接条件 にふさわしくなるように理解する中で設定して下さい。
*「各機能設定」はどこで設定できるか。
各機能設定がどこでできるかを予め把握して下さい。その殆どがロボット側と考えられますが溶接電源との関係も事前に機器メーカに確認をして下さい。
*全体教示、部分教示、分割教示など
ワークの溶接ビードN本に対し、どのような条件設定が可能で、かつビード1本毎に対しどのような分割教示が可能かなど予め機器メーカに確認をして下さい。
以上。