アーク溶接 第49話 溶接条件の選定 考え方(2) 担当 高木柳平
2016年04月04日
「溶接条件の選定にあたって必要な予備知識、事前準備」に関し前話より続けます。
②溶接品(ワーク)への着眼点を磨く(参照 第48話 図048-01)
②-5 同時アーク、マルチトーチ
古い経験で恐縮ですが専用溶接機の時代に18本トーチ同時溶接と言うマルチトーチ、マルチアークを検査員として対応したことがあります。ワークはコンクリート型枠、仕切板の立向下進すみ肉溶接で、他トーチからの干渉によるアーク異常に泣かされ、種々トライした結果、当時の先輩が発案したトーチ近傍の底板に個別にエアシリンダーでアースをとることにより解決できました。図049-01にみる2本トーチ同時アークは、円周溶接のためアースはブラシで回転軸にほぼ同一箇所に取り付けられています。さてどちらのトーチがアーク不安定になりますか。
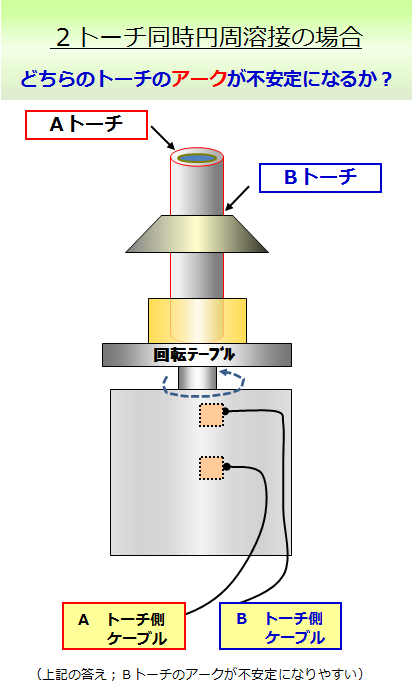
正解はBトーチのアークがAトーチの溶接電流の作る磁界の妨げにより不安定になります。この場合も対策としては分割アースなど適宜対応する必要があります。考え方はAトーチ、Bトーチの電流の流れを別個に干渉させないよう適切な絶縁方法、アース位置を考慮することです。また、干渉の度合いをチェックするには同時2本アークと個別1本アークとの比較によって判定します。
②-6 ヒューム、油煙、スパッターなど
溶接ワークには母材表面にプレス油など潤滑油が残存する場合が多い。これらを立向下進姿勢ですみ肉溶接を行うとします。下進溶接の先には底板がありトーチは前進角姿勢しかとれないと仮定します。このような場合は、前進角のアークによる油煙の発生と吸い込みによりブローホールが発生し対策に苦慮する所となります。ブローホールの主要因のひとつにガス、油煙の吸い込みがあり、これらを防止するには逆にやや後退角で立向下進溶接姿勢がとれるようにワークを配置することが必要で、事前検討の段階でクリアしましょう。
③ 溶接電源選定にあたって
③-1 溶接法に適合した溶接機の選定
アークロボットと共に溶接電源も機器メーカ推奨品が適用されている。ここでは少々留意した方が良い点を以下に記します。
最近の溶接電源は制御の進展に伴って短絡移行も、パルス溶接もどちらも任意に選定可能となっている。当初から溶接法を複数切り替えで適用しようと計画する場合はこれら複合機が必要ですが、設備してから何れの溶接法に決めることは得策ではありません。短絡移行機とパルス機では溶接機の「生まれ」が違いますのでどちらも同時に100%満足を得ることはできません。結論的にはパルス溶接が主力の溶接電源は短絡移行溶接では、短絡移行専用機に比べ劣ります。よって、最初から短絡移行溶接を見込んでいるのであれば、パルス仕様を含んだ高価格の溶接機を購入することはありません。購入前に溶接法を決定し、それに見合った溶接機を設備して下さい。
③-2 溶接電源の設置場所
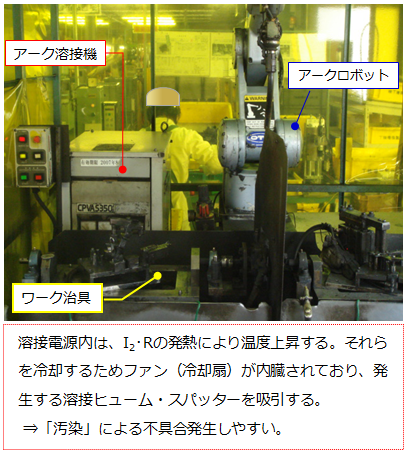
結論的には溶接工程内に溶接電源を設置しないことです。一度溶接機がヒューム、油煙、スパッターを吸い込み溶接電源内を汚すと元には戻せません。常に不定愁訴に悩まされます(図049-02参照)。
③-3 アースケーブルの接続方法
溶接電源二次ケーブルは太目、短め、ぐるぐる巻きにしないことです。しかもアースケーブルの接続は治具でもワークの近くに確実に締め付けて接続することが必要です。前述②-5で触れましたようにアークの近くにエアシリンダーで直接アース接続を取るという例にもありますように、メインのアースケーブルから各クランプ金具などに分割アースを取ることによってアーク安定を増大させることもできます。
次回も「溶接条件の選定にあたって必要な予備知識、事前準備」について記します。
以上。