アーク溶接 第46話 シールドガスとその取扱い(7) 担当 高木柳平
2016年03月07日
シールドガスと混合比
Ar+CO2系マグガスなどの混合比はアークに及ぼす影響も大きく、かつガス費用からも考慮が必要ですが、ここではAr+CO2系混合ガスのアーク現象、とりわけ溶滴移行に及ぼす影響について説明します。
一般的にAr+20%CO2に代表されるマグ溶接法ではパルス制御を行わない通常マグ法とパルスマグ溶接法に分けることができ、両法とも実用的には大変多く適用されている。そこで以下のように二つに分け、適用領域の考え方について説明します。
1)通常マグ法と混合ガス、溶滴移行
図046-01に、Ar+CO2系混合ガスにおける溶接条件と溶滴移行形態の関係を示す。
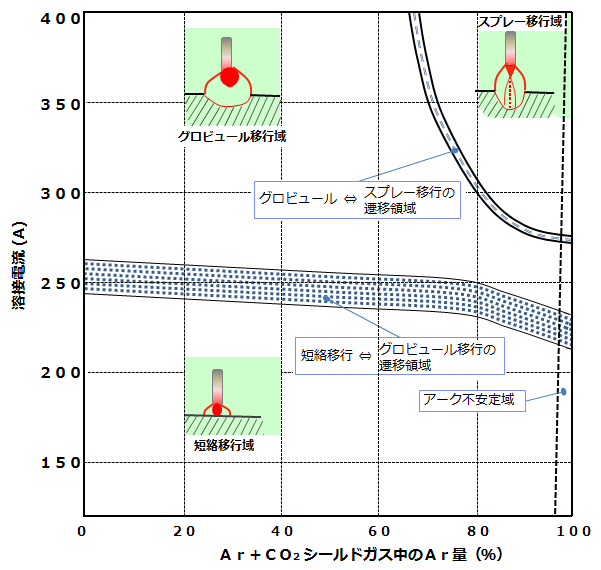
溶滴移行現象は主に短絡移行、グロビュール移行およびスプレー移行の3つの形態があります。
まず最初は何と言ってもCO2 100%における考え方です。現行のフルデジタル溶接機であれば性能に優れた短絡移行溶接が可能です。250A近辺の電流域は短絡移行からグロビュール(塊状)移行への遷移域でスパッター発生も多く推奨はできません。300Aを越えれば安定したCO2グ ロビュール溶接が可能となります。要するに機器の進展によりスパッター発生が緩和されたとは言え250A前後では溶滴移行性が劣るので避けることが望まし い。その代替として、例えば220-230Aで溶接速度をやや遅くし、逆に300-320Aと高電流にして溶接速度を早くするなどの方策をお奨めします。 混合ガスの場合は、理論上はAr 30%以上の混合率で効果があるように言われていますが、実際の現場では少なくともAr 60%以上が必要で、私見ですがAr 70%は欲しいところです。短絡移行でCO2ガスを混合することの利点はアークの集中力が高まることです。弱点はCO2ガ スの急膨張および反力の作用による溶滴の大粒化、スパッターの発生の増大とスラグの生成が多くなることです。Arの混合比が70~90%の範囲では比較的 アークが安定で、短絡⇔グロビュールの遷移領域以下の電流で良好な短絡移行条件となります。一方、短絡⇔グロビュールの遷移領域以上の比較的高い電流域で はグロビュール移行を呈しますが溶滴移行はスムーズでなく、適用は好ましくありません。グロビュール⇔スプレーの遷移領域以上の電流(臨界電流と呼ばれ る)では、スパッター発生の殆どない、アーク音で言うと「プ・・・ン」となり、そこにアーク電圧が少々低いと短絡が混ざり「プーン・・・ジャ」という音で 短絡の混ざり具合が聞き分けられます。代表的ガス組成はAr+20%CO2ですが、Arガスの混合率の上限は88~90%と考えて下さい。それ以上ではアークのフラツキが生じやすく、溶け込み深さも浅くなるので推奨できません。
2)パルスマグ溶接法と混合ガス、溶滴移行
図046-02には横軸にArとCO2のガス混合比を、縦軸に溶接電流を取り、Arリッチな混合比におけるパルス移行可能な下限電流曲線およびパルスなしの条件におけるスプレー移行を生ずる臨界電流曲線を夫々示す。
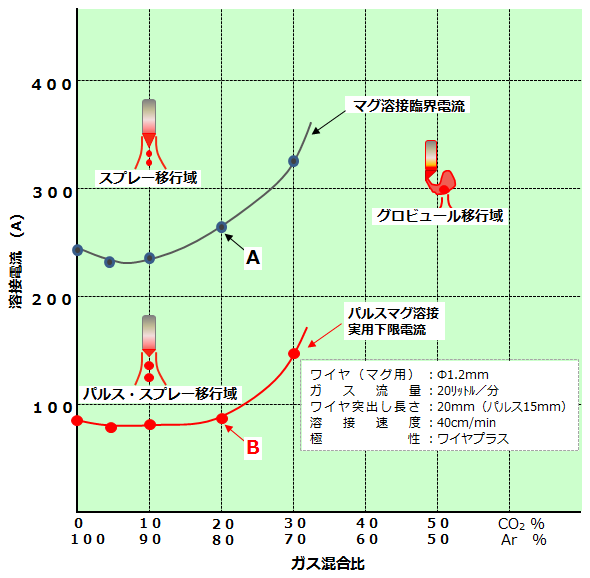
しかし、実際にはCO2が 0~10%のArリッチ側では、溶滴移行が可能となってもアークのフラツキが生じやすく、溶け込みも浅く、かつ高電流ではフィンガー形状になりやすいなど の課題がでてきます。また、酸素成分が少ないのでビード形状に滑らかさを欠くなど適用に当たっては注意を要します。従ってパルスマグ溶接ではCO210~20%の混合比が望ましく、ワイヤ径Φ1.2で図に示すパルス下限電流以上で安定的なパルス溶滴移行を行うことができます。パルスによる溶滴移行制御は、低電流域では短絡移行をさせることなくアーク空間を規則的に小粒移行させるものであり、中・高電流域ではグロビュール移行を排除しスプレー移行と同等な美麗な溶接ビードを得ることです。なお、CO2の混合比が30%と大きくなるとパルス下限電流およびマグ溶接臨界電流値が急激に増加し溶滴移行に大きな影響を及ぼすことに注意して下さい。
次回はシールドガスと一般的な混合装置について説明します。
以上。