アーク溶接 第43話 シールドガスとその取扱い(4) 担当 高木柳平
2016年02月01日
シールドガスの種類と選択(3)・・・溶け込み形状、溶け込み深さへの影響
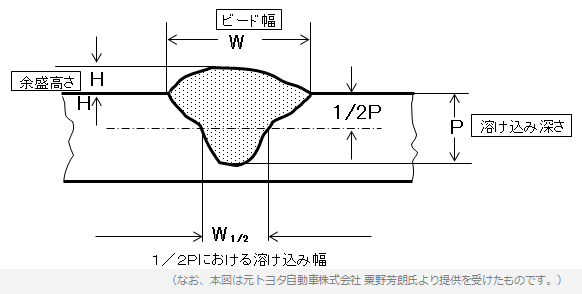
溶け込み形状、溶け込み深さに求められることは図043-01に示すビードオンプレートにおけるビード断面形状の定義より、ビード幅Wが適正に広く、余盛高さHも適正な高さを有し、溶け込み深さPは適正に深く、かつ溶け込み深さPの1/2における溶け込み幅W1/2が相対的に広いことです。
これらの点に関し、前話のビード形成性の説明と同様にここではCO2をはじめ5種類の代表的なガスについてそれらの及ぼす影響を図043-02に従って概要を述べる。勿論、溶接電源、溶接ワイヤ、溶接条件および溶滴移行の違いなどの諸要因の影響も大きいことは言うまでもありません。
| シールドガス条件・他 |
溶接ビード外観 (ビードオンプレート法による) |
ビード断面形状 | ビード幅×余盛高さ×溶け込み深さ(単位;mm) |
|
№11 CO2 100% 電流:205A YGW-12 Φ1.2 |
 |
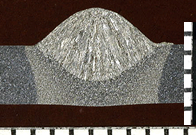 |
6.2×1.84×1.87 CO2溶接によく見られる溶け込みが深く、たまご型の溶け込み形状を示す。一方、ビード幅はやや狭い。 |
|
№12 CO2 + 10% O2 電流:205A YGW-12 Φ1.2 |
 |
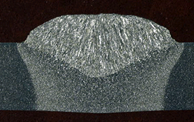 |
8.0×1.37×1.74 CO2 + O2混合ガスによる酸素リッチのガスによりビード形状は台形型であり、余盛高さはフラット。 |
|
№13 Ar + 20% CO2 電流:221A YGW-16 Φ1.2 |
 |
 |
6.9×1.87×1.91 マグガスによる典型的なビード断面形状を示す。ビード幅は適正に広く、余盛高さは適正で、かつ溶け込み深さはフィンガー形状とならず良好。 |
|
№14 Ar + 2% O2 電流:225A YGW-16 Φ1.2 |
 |
 |
6.6×1.65×1.74
ミグガス特有の溶け込み形状を示す。いわゆるフィンガー形状に近い。一方余盛高さは低いがビード幅も広がらない傾向を示す。 |
|
№15 Ar:CO2: O2 電流:211A YGW-16 Φ1.2 |
 |
 |
7.0×2.07×1.85
三元ガスによるビード断面形状を示す。ビード幅は広く、余盛高さも高い。溶け込み形状、深さともほぼ良好。 |
|
溶接固定条件:マグ短絡移行 短絡移行用溶接電源 送給速度5.9m/min 速度80cm/min 普通鋼板3.2t |
|||
|
▲ 図043-02 各種シールドガスが溶け込み形状におよぼす影響 |
|||
(1)炭酸ガス(例;CO2 100% )
図043-02の№11にCO2 100%条件のビード断面形状を示す。CO2溶接特有の断面形状を呈し、溶け込み深さが深く、ビード幅は狭い傾向。なお、溶け込み形状はたまご型で良好です。
(2 )炭酸ガス+酸素(例;CO2 + 10%O2)
図043-02の№12にCO2+10%O2条件のビード断面形状を示す。現行ではCO2+O2の混合ガスは殆ど使用されていないが、シールドガスのビード断面形状への影響を理解する上で大変役立つと考え加えることにします。CO2+O2の 混合ガスでは、酸素リッチなため、溶接金属が強い酸化雰囲気にさらされSi、Mnの協同脱酸による化学反応が強く生ずるため、それらの反応熱により台形型 の平坦なビード形成と同時に溶け込み幅1/2のビード幅W1/2が広い傾向になるのが大きな特長です。要するにビードずれを生じた場合にもずれ量(mm) に対し有効溶け込み深さ(mm)の減少を軽減できるため溶け込み深さが最重要視される対象には近年まで好んで適用されてきた経緯があります。
(3 )アルゴン+炭酸ガスの混合ガス
図043-02の№13にAr+20%CO2条 件のビード断面形状を示す。マグガスによる典型的なビード断面形状で、ビード幅は適正に広く、余盛高さは適正で、かつ溶け込み深さはフィンガー形状となら ず良好です。マグガスの場合、溶接電流が250Aを越えるとアーク電圧にも依存するが溶滴移行がスプレー化し、溶け込み形状が急激に変化する。これらの臨 界電流と呼ばれる電流付近での条件選定は避け、200A台前半の電流選定と遅めの溶接速度、あるいは300Aを越す電流選定と早めの溶接速度選定の組合せ のいずれかを選定することが望ましい。
(4 )アルゴン+酸素の混合ガス
図043-02の№14にAr+2%O2条件のビード断面形状を示す。ミグガスの中でもO2(%)が比較的少ない混合ガスによるビード断面形状例で、ミグガス特有の溶け込み形状を示す。いわゆるフィンガー形状に近く、溶け込み深さ1/2PのW1/2が狭い傾向を示す。一方余盛高さは低いがビード幅も酸素成分が不足で広がっていない。
(5 )アルゴン+炭酸ガス+酸素
図043-02の№15にAr+20%CO2+3%O2の三元ガス条件によるビード断面形状を示す。酸素成分が多いのでビード幅は広く、余盛高さはやや高いが溶け込み形状、溶け込み深さともほぼ良好。三元ガスはO2ガスの解離によって直接[O]が溶融金属に与えられるため、化学反応熱の発生も含めビード幅、W1/2幅とも広くなることに優位性があると考えられます。
次話では引き続き亜鉛メッキ鋼板の溶接におけるシールドガスの影響と効果について述べる。期待下さい。
以上。