アーク溶接 第40話 シールドガスとその取扱い(1) 担当 高木柳平
2015年12月21日
シールドガスとその考え方(1)
シールドガスの重要性は、第5話(アーク溶接法の分類と考え方)でも触れましたがアーク溶接法の分類がCO2、マグ(代表的にはAr+20%CO2)ミグ(代表的には純Ar、Ar+O2系)など適用シールドガスにより名づけられていることでもわかる。
では、シールドガスについてどのように考え、対応すればよいか、これから溶接技術に携わる方々の参考になればと思い筆者の経験を含め振り返ります。
溶接用シールドガス(以下ガスと略す)に求められることは、安定なアーク状態、スムーズな溶滴移行、美麗なビード外観、スパッター発生少なく、耐ピット、耐ブローホール性に優れることであり、かつ低コストが要求されます。このようにガスは溶接作業性から溶接品質、溶接費用まで大変多くの関わりあいを持つため、しっかりとした理解の上でガスに向き合って欲しい。
図040-01に「溶接用シールドガスの考え方、その取扱い」として取扱いの要点5項目、溶接作業性3項目および溶接品質3項目を示しました。これらの各項目について今後順を追って説明していきます。ガスとアーク溶接のかかわりを深く知ることにより、溶接作業性および溶接品質の改善につなげる参考としていただきたい。
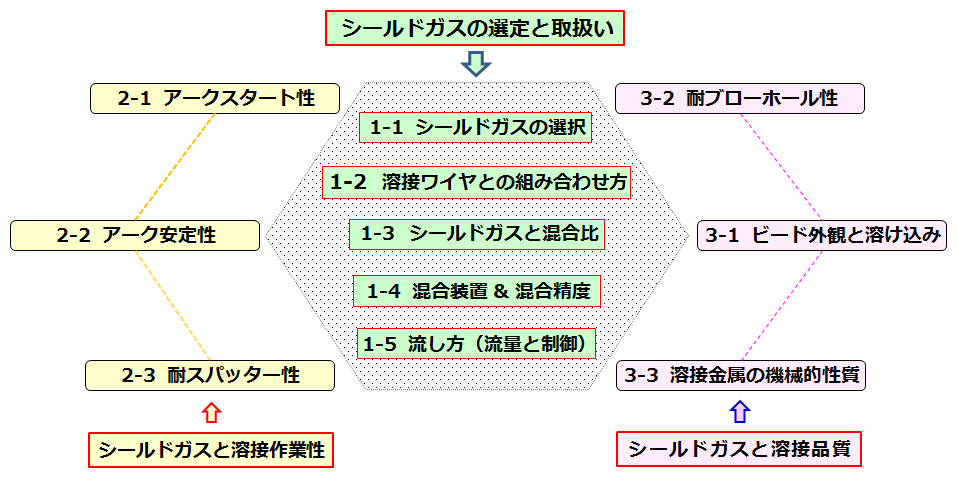
【シールドガスの選定と取扱いの概要】
1-1 シールドガスの種類と選択
軟鋼系母材の場合、ガスの種類は何と言ってもCO2ガスが主役ですが、スパッター、スラグなどの改善要求に従いAr+20%CO2ガスが適用される。また最近では亜鉛メッキ鋼板が自動車部品関連に多く使用されるに伴い三元系ガスであるAr+CO2+O2も用いられている。一方排気系ステンレス鋼の溶接ではミグ溶接用としてAr+O2系がメインで、一部にAr+CO2系が適用されている。各論ではシールドガスの選択に当ってその考え方と実際を述べます。
1-2 溶接ワイヤとシールドガスの組合せ方
実際の溶接に当たっては、母材材質を考慮した上で、適用するワイヤとガスのマッチングが必要となります。例えば亜鉛メッキ溶接用は主にYGW14、YGW17ですが、三元ガスとの組み合わせが有効となります。これらの組合せ理由を各論の項で説明します。
1-3 シールドガスと混合比
Ar+CO2系マグガスなどの混合比はアークに及ぼす影響も大きく、かつガス費用からも考慮が必要です。混合比の選定について考え方を示します。
1-4 混合装置と混合精度
混合ガスにもガスメーカが予め混合し供給するプレミックスガスとユーザサイドで混合するガスに分類できます。本項は後者の混合ガスにおける混合装置の取り扱いへの留意事項と混合精度に触れます。
1-5 ガスの流し方(流量と制御)
ガスの流し方についても溶接品質とガス費用の両側面があり事例をあげて説明します。
【シールドガスと溶接作業性】
ここでは以下の項目について溶接アークの性質、アーク現象および溶滴移行の観点から説明します。
2-1 アークスタート性
2-2 アーク安定性
2-3 耐スパッター性
【シールドガスと溶接品質】
ここではガスが与える溶接品質への影響について溶接ビード外観、耐ブローホール性および溶接金属の機械的性質への影響などについて予定します。
3-1 ビード外観と溶け込み
3-2 耐ブローホール性
3-3 溶接金属の機械的性質
以上のようにガスとアーク溶接技術は深い関係にあり、盛り沢山な内容になります。
次話以降、シールドガスの選定と取扱い、溶接アーク周りでの作用、溶接品質への影響と効果などについて実践的な立場で説明していく予定です。ご期待下さい。
今年一年弊社の「溶接技術だより」にお付き合い賜りまことにありがとうございました。
厚く御礼申し上げます。
来る年も引き続き現場での課題解決に役立つ「溶接技術だより」をお届けできるよう頑張りますのでご愛顧賜りますようお願い致します。
以上。