アーク溶接 第22話 アーク溶接技術の歩み 溶接トーチの変遷(2) 担当 高木柳平
2015年06月08日
自動溶接用トーチは、半自動トーチと同様水冷高電流用トーチから出発しました。昭和40年代に入って短絡移行 溶接の普及に伴い自動・専用機用に空冷式トーチがストレート型、カーブド型ともに採用されました。電纜、コンジットチューブ、ガスホースが個別に自動トー チに接続されるタイプのものからいわゆる一体化中空ケーブル方式に1970年頃より移行しました。また、トーチ先端部のチップ、ノズル、ノズルインシュ レータおよびチップボディーなどの主要部品も形状、材質等に改善が加えられました。アークロボット時代に入り従来の自由給電式トーチに加え、強制給電式トーチなどが汎用的に適用される時代になってきました。ロボット溶接における品質、生産性の大きな部分は溶接トーチが占めていると言っても過言ではありません。ワ イヤ送給性、給電性およびガスシールド性に溶接トーチが直結しているからです。またアーク溶接の産物であるヒューム、スパッターの発生に最も影響を受ける のも溶接トーチです。そのため生産準備段階の溶接トーチ選定と同時に適用時におけるきめ細かな日常管理が溶接トーチにはとりわけ重要です。

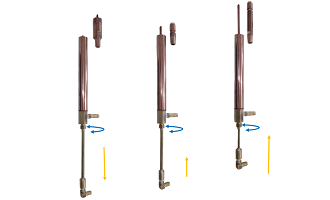
現状最も汎用的に適用されている自動(含むロボット)溶接トーチは空冷・カーブド・自由給電式タイプと推定できます。本稿ではこれらのトーチについて説明します。まずワイヤ送給性関連ですがコンジットチューブをトーチの根元から先端まで挿入するタイプ(図022-01参照)と、トーチ先端部はインナーチューブなどと称するガイドチューブが適用されコンジットチューブはトーチ根元からインナーチューブまでの2タイプがあります。いずれにしてもつなぎ目でギャップができないよう注意が必要です。前21話でも触れましたが、コンジットチューブが部品名「チップボディー」の中心を通ってほぼチップのネジ元まで挿入されるようになっています。図022-01 (1)に示すコンタクトチップ突き当てタイプと図022-01 (2)のチップボディーテーパ部突き当てタイプがあります。いずれも突き当てがしっかり設定され、ギャップが生じないようにセットして下さい。
ガスシールド性に関しては、図022-01 (3)にみるようにガス孔を有するチップボディーとガスノズルの間にガスオリフィスというガス整流の役目を果たす部品を適用するのが通例です。給電性に最も影響を及ぼすものはコンタクトチップですが別の機会に詳しく説明することにします。本稿で強調しておきたいことは、ノズル、オリフィスを外してチップボディーのガス孔を観察した時、コンジットチューブの挿入が確認できれば「良好」、確認できなければ「不良」と判断します。挿入が確認できない時はコンジットチューブが短くなり奥に引っ込みギャップができ、送給不良、給電不良を呈しやすく、ガス送給も片寄りを生じやすくなり溶接品質に大きな影響を与えることになります。お客様の現場トーチをみますとほぼトーチ20本につき1本がこのような「不良」状態にあります。是非、参考にしてその目で点検して下さい。