アーク溶接 第18話 溶接電源の変遷(7) 溶接機におけるタイミングチャート 担当 高木柳平
2015年04月20日
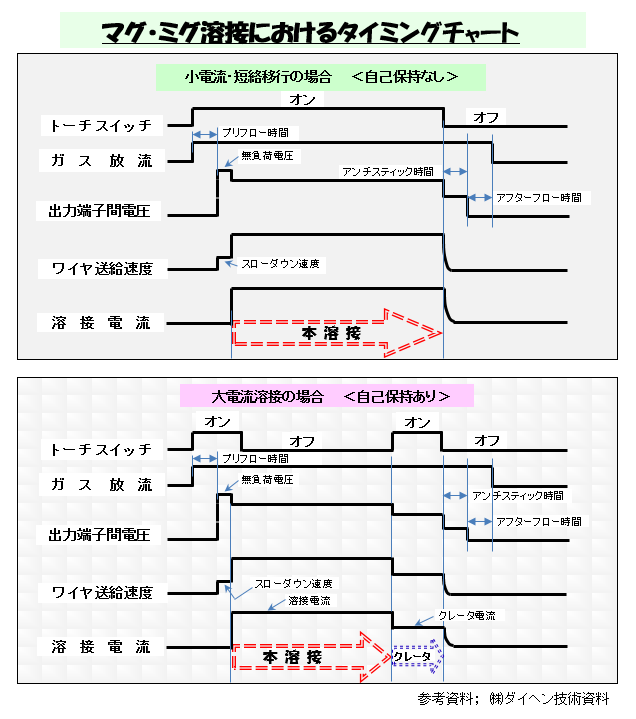
これまで溶接電源の歩みについて6話にわたってみてきました。本稿では、溶接機におけるタイミングチャートについて、図018-01の小電流・短絡移行(自己保持なし)の場合を説明します。
それでは、半自動アーク溶接のトーチ操作をイメージしましょう!
はじめにトーチスイッチ(以下TSと略す)をONにします。被包ガスが流れます。これがプリフローです。短時間のプリフロー後、溶接電源がONになり出力端子間に無負荷電圧が印加されます。ほぼ同時にワイヤが母材へスローダウン送給され、接触・短絡しアークが発生します。いよいよ本溶接です。ワイヤ送給は溶接電流に切り替わり溶接を継続します。次に溶接終了位置にきました。TSをOFFします。TS-OFFによりワイヤ送給停止信号が出ますが、送給モータは即停止できません。「慣性」があるためです。イナーシャとも言います。TS-OFF後も慣性分だけワイヤが出ます。そのためTS-OFFと同時に出力端子間電圧を切るとワイヤが溶融金属内に突っ込んでしまいます。それを防止するために短時間適正な出力を供給しワイヤを溶かします。この時間を「アンチスティック時間」などと呼称します。この時間が短すぎる場合ワイヤは溶融金属に突っ込んだり、突っ込みそうになり、長すぎる場合はコンタクトチップ側に燃え上がろうとします。適正な出力レベルと「アンチスティック時間」の設定が必要となります。同時にワイヤ先端に形成する凝固球の形状を極力尖った形になるように設定します。その後、溶融金属が凝固するまでガスで被包するアフターフロー時間を経て終了となります。
半自動溶接でエンド処理終了前にトーチを引き上げますと溶接機によるワイヤの処理がなされないため、長いワイヤ出代(mm)となりペンチで切断しながらの 作業をされている事例があります。そのような煩わしい作業をしないためにもこれらのタイミングチャートを良く理解しましょう。
従来は1次側電圧変動の影響が大きい場合、および温度補償も不十分である場合など、アーク電圧設定および溶接終了後のワイヤ出代(mm)のバラツキなど監視業務を伴いました。
ご使用中の溶接電源は変遷に伴って性能が改善されていますが最新鋭のフルデジタル機ばかりではありません。溶接機の動作、制御をよく理解し、変動・バラツキをしっかり抑えながら溶接品質維持を心掛けたいものです。