アーク溶接 第17話 溶接電源の変遷(6)パルスマグ、ミグ溶接電源 担当 高木柳平
2015年04月06日
パルスマグ、ミグアーク溶接法の特長は、
① スパッタレス溶接が可能
② 高溶着、高速溶接が可能
③ 亜鉛メッキ鋼板の低スパッター化、耐ピット・耐ブローホール溶接に適する
④ ミグブレージング法において溶着量を低減可能
など多くの点が挙げられます。
パルスアーク溶接法の歩みを振り返ると、昭和30年代前半に大阪変圧器(株)がパルスアーク溶接法の特許を取得し、「パルスオート溶接機」の名称で開発、アルミ製缶、車両分野に展開し、活躍した(大阪変圧器50年史より)。
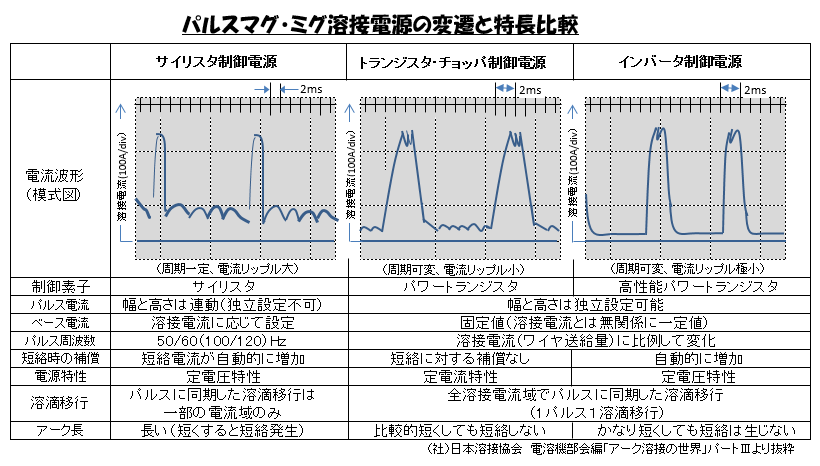
昭和40年代のサイリスタ制御形パルス溶接機は表017-01にみるように商用周波数の1倍あるいは、2倍周波数しか選定できないためアルミ系には適用できても軟鋼系、ステンレス鋼系には適合しなかった。昭和50年代の半ば頃トランジスタチョッパ形の時代を迎えたが、パルスの立ち上げ、立下げ速度がやや遅く、富士山型となり周波数が十分に得られないなどの課題のため軟鋼系には十分普及できなかった。1980年代になるとインバータ制御形が登場し1パルス・1溶滴制御が容易に可能となり、スパッタレス化、高速溶接化へ道を開いた。背景には、1980年代半ばより自動車関連においては小型トラックのラダーフレームの溶接、サスペンションメンバーなどの亜鉛メッキ化による防錆鋼板の溶接対応など要求課題が多く、パルスマグ、ミグ溶接機の活躍の場が与えられた。溶接電源を含め、溶接ワイヤおよびマグ混合ガスの三位一体による溶接技術の革新がなされ、大きな飛躍につながった。インバータ制御形では表017-01にみるようにパルスの立ち上げ、立下げ速度が速く、周波数も任意に設定できアーク長を短くしても短絡は生じない特長があり、短絡移行溶接に比べ発生スパッターはほぼ1/10以下に低減可能となった。
一方、パルス溶接機にも課題があり、敢えて挙げれば以下の諸点となります。
① 短いビードでスタート、ストップが繰り返される場合はスパッタレス効果が半減。
② 薄板溶接の場合は溶落ちしやすく、母材の歪、変形も大きくなりやすい。
③ ワイヤの種類により異なる最適なパルス条件を選定する必要がある。
④ 入力電圧の変動や溶接ケーブルの長さによってパルス波形が影響を受けやすい。
パルス溶接では波形要素が多くあり、ワイヤとガスの種類を含め、深い理解の上で、皆様の溶接品に適する設定条件の選定に注意を払ってください。