アーク溶接 第15話 溶接電源の変遷(4) サイリスタ式電源の回路構成と波形 担当 高木柳平
2015年03月23日
昭和40年代の半ば頃よりシリコン整流式溶接電源から徐々にサイリスタ式電源に移行した。
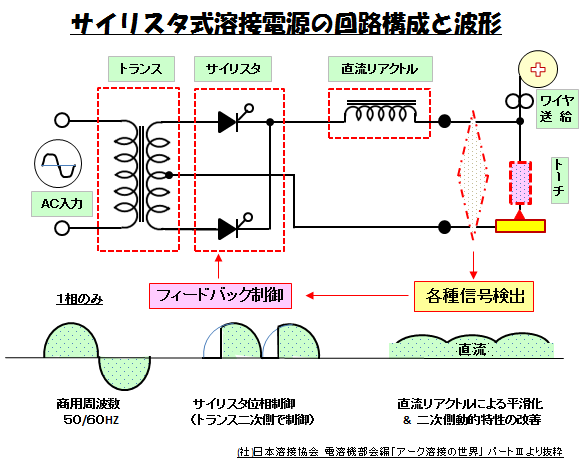
主な理由は、シリコン整流式は電圧調整を磁気増幅器に依存していたため制御性、アーク性能両面で課題があり、制御性に優れるサイリスタ式の登場となった。サイリスタ式の主な仕様は以下の通りです。
①トランス二次側で制御し、商用交流を直流にしている。
②電圧調整は商用周波数に同期して位相制御を採用。
③トランス・直流リアクトルは大形で重い。
④制御回数は単相;100回/秒、三相;300回/秒(図A015-01参照)
サイリスタ電源は現在でも半自動溶接用として主に適用されていますが、皆様の溶接現場で使用されていますか。自動機、ロボット機との接続では制御性に優れるインバータ機に置き換えられていませんか。これらの理由を知ることも、溶接電源を理解する上で大切なことです。
サイリスタ機の優れた点は、溶接電源として安価に製造できることです。とくに500A型などの高電流域電源は、アーク起動時を除いては母材とワイヤの短絡は生じにくいのでアーク波形制御などは不要で、鉄骨などの高電流半自動溶接には好んで適用されます。
一方、サイリスタ機の劣る点は、第1に波形制御性に劣りスパッターを抑制することが難しい点です。定常溶接時に直流リアクトルを適合させると、アークスタート時に電流の立ち上げ速度が遅くなるなどの矛盾を持っているからです。
第2に電圧調整、送給速度調整(電流調整)などにデジタル調整が効かないのでその都度、置かれた環境により溶接条件設定にバラツキを生じやすくなることです。とくに電源電圧変動による影響を受けやすく対策が困難です。
第3にロボットとの接続で、溶接ビード数が多く、アークON、OFFが繰り返される場合、スタート部・定常ビード部・エンド部の各ビード位置で適正な電流、電圧、波形制御などの設定が必要となりますがサイリスタ機では応答速度が100~300回/秒と遅く対応困難で、昭和60年代始めに登場したインバータ機に主役を交代しました。
(第16話はインバータ機について記します)