アーク溶接 第13話 アーク溶接技術の歩み 溶接電源の変遷(2) 担当 高木柳平
2015年03月02日
前回(第12話:アーク溶接技術の歩み溶接電源の変遷(1))で日本最初のCO2溶接電源は1956年、当時の東亜精機(現ナストーア溶接エンジニアリング)が製作したことを記した。しかし、そのヒントは当時の米国人技師R.W.Tuthhill氏が提唱した溶接電源の外部特性に上昇特性を有するMG(モータジェネレータ式)であった。
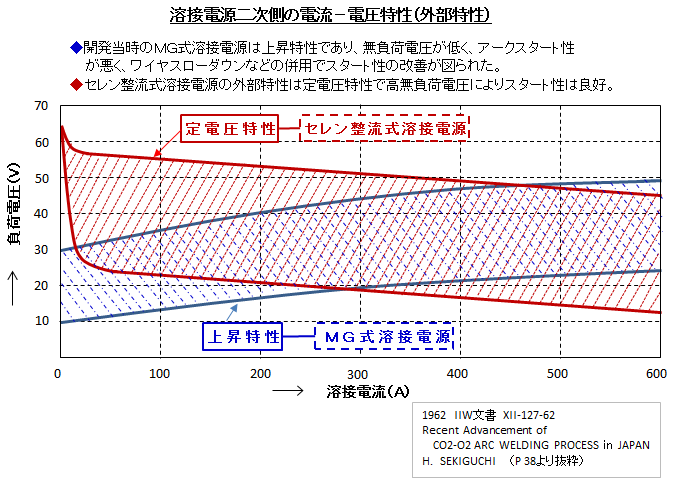
この溶接電源は機械的な回転機であるため、固有の内部のインダクタンスを有し、アークスタート時ワイヤが母材 にタッチしてフューズオフをするに至る短絡電流の立ち上がりが遅く、無負荷電圧も20V程度と低く不安定なアークスタートであったのでワイヤスローダウン で対応した。さらにワイヤ径をΦ1.2以下にし、200A以下、20V程度の条件を選べば短絡が定常的に発生するアークとなり、しかも安定しており、消耗電極式では当時全く考えられなかったt=1.2mmの薄板でもスパッターのないきれいな溶接が可能であった。な お、1958年R.W.Tuthhill氏は日本で短絡移行溶接に関する特許を出したが、東亜精機は既に先行実施していた。なお、東亜精機が併行的に製作 していたセレン整流式の溶接電源は300~550Aを対象としており上記短絡移行は不可能であった。前にも触れたが、昭和40年代になって整流式溶接電源 は溶接機二次側にいわゆる「直流リアクトル」を挿入し短絡電流の立ち上がり速度を抑え、調整することにより短絡移行溶接が可能になった。CO2溶 接の登場時には短絡移行は未だ発見されておらず、はじめは大電流の力強いアークによる深い溶け込みが注目され、同時にこの電流範囲におけるやや激しいス パッタリングが人々の頭にインプットされた。そこで、それらの非難をかわすためアーク電圧を次第に下げてみるとワイヤ先端は母材表面から潜りスパッターは 全くない意外な所でアーク安定条件が見出された。これらは今でもベリード・アーク(Buried Arc)として特殊な継手に適用されている。その他スパッター低減には今日で言うマグ・スプレー溶接も見出されたが、CO2溶接ではグロビュール移行がせいぜいでスプレー移行は不可能であった。特に短絡移行からグロビュール移行に変化する200~300Aの電流範囲ではスパッター発生が多いことがこの時代、早くも高速度カメラを駆使して追求がなされた(第14話に続く)。