アーク溶接 第8話 アーク溶接技術の歩み 溶接ワイヤの発達(1) 担当 高木柳平
2015年01月19日
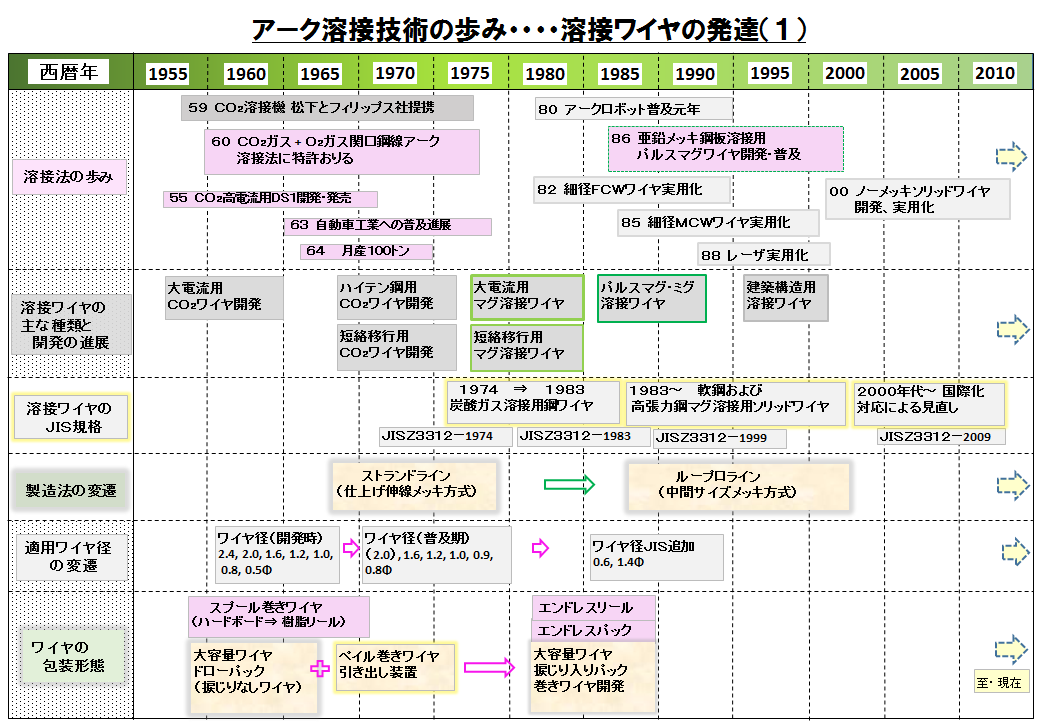
1960年炭酸ガス+酸素ガス関口鋼線溶接法(CS溶接法)に特許がおりた。これを契機としてまずCO2高電流用DS1を大同製鋼(当時)が開発・発売、フォークリフト、自動車用アクスルハウジングへの適用が始まり、自動車工業への普及が進展した。1965年(昭和40年)代になって、短絡移行溶接の究明が進み、主に添加元素としてTi(チタン)を含有させない短絡移行溶接ワイヤの登場となり、全姿勢溶接用として薄肉・薄板材の溶接に領域を拡大した。1974年炭酸ガス溶接用鋼ワイヤがJISZ3312に規格化され、さらに1983年には軟鋼および高張力マグ溶接用ソリッドワイヤへと見直しがなされた。背景には多くの産業界において炭酸ガスに比べ高価なアルゴンと炭酸ガスの混合ガスを用いてもスパッター、スラグを抑制できるマグ溶接への期待が高まったことにある。自動車業界の軽量化、低燃費化、高耐久化および排ガス規制への強いニーズに、溶接業界も必死で応えた。小 型トラックフレームの高速・横向き溶接、亜鉛メッキ鋼板の耐ブローホール、耐スパッター溶接、ロアアームなどに用いられる耐食鋼板の溶接、パイプ構造体サ スペンションメンバーの溶接およびSUS系の溶接であるが、エキゾーストマニホールドのフェライト系ステンレス鋼の溶接などがその代表的な事例でありま す。溶接ワイヤへの要求度が高まり、車体へのアーク溶接適用化の動きと相まってパルスマグ、パルスミグ溶接用ワイヤの開発、実用化が急速に図られ、現在につながっている。
筆者も当時の大同特殊鋼に勤務し溶接ワイヤの開発、研究に携わった。その経験からみると、例えば強度、耐ブローホール性、耐割れ性、耐靱性などの「溶接性」のほかにスパッター、スラグ、溶接ビード形状などの「溶接作業性」を同時に満足させることが求められ大変苦労したことです。
溶接ワイヤの発達については、技術伝承しなければならないことが多く第9話以降も連載を予定します。
第9話 (2)高電流用/低電流用ワイヤ
第10話(3)溶接ワイヤ製造法の主な変遷
第11話(4)ワイヤ径とその誕生、考え方