アーク溶接 第112話 ビード外観を考える(10) 担当 高木柳平
2018年02月05日
もぐりビード、ボイドによる穴あき

前話で触れたもぐりビード(ビードくびれ)について説明を加えます。 もぐりビードはその名称のごとくビードが母材側にもぐり、狭幅ビードになって所定のビード幅が得られない欠陥です。 写真112-01にもぐりビード外観の一例を示します。 一定の溶接入熱条件(電流、電圧、速度など)に対して所定の継手条件であれば良好なビード幅、溶け込み深さを満足する場合であっても、トーチの狙いずれなどが生ずると途端に熱量のバランスがくずれ、もぐりビード→アンダーカットの発生→溶け落ち→穴あきと変化します。
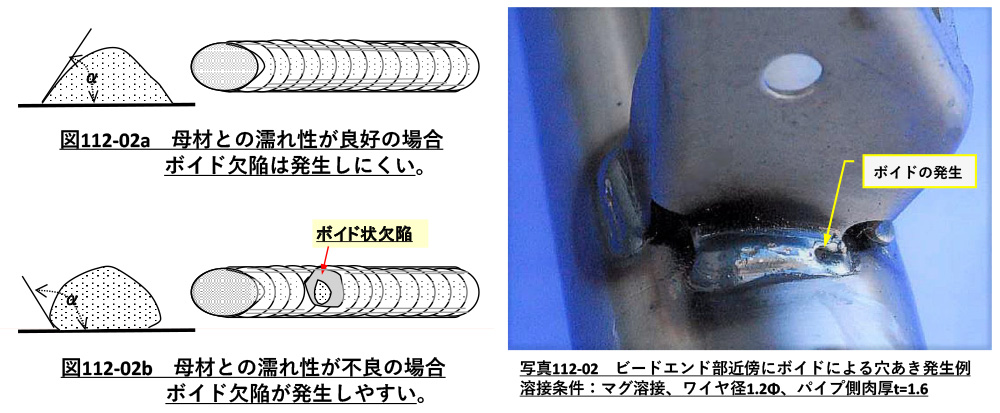
次に穴あきのひとつに「ボイド」と称する以下のように穴あき欠陥が挙げられます。アークの熱を借りて母材側に移行した溶滴は母材金属と混合しつつ溶融金属となって母材表面に拡がりビード幅を形成します。それら母材への溶融金属の拡がりはしばしば「濡れ性」という用語で表現されます。図112-02aに「母材との濡れ性の良好な場合」図112-02bに「母材との濡れ性が不良な場合」を夫々示します。濡れ性が悪いと母材との境界で溶融金属は接触角αが大きくなると同時にビード端部またはビード中央に濡れなくて島状に形成する穴あき状の欠陥を生ずることがある。この島状の穴あき欠陥をとくにボイドと称する。ビードエンド部近傍に濡れ性が悪く、ボイド状の穴あきを発生した事例を写真112-02に示します。
また表112-01に「母材との濡れ性に影響を及ぼす要因とその傾向」を示す。以下に各要因の影響についてコメントします。
1)溶接ワイヤの成分
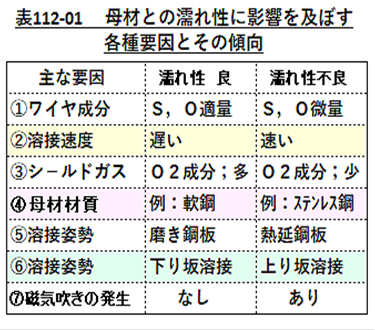
湯流れ、濡れ性に影響を及ぼす元素にはSiがあり微量元素としてはO、Sの影響が比較的大きい。ワイヤ中のSi量が多いとシールドガス中の酸素(O)、母材中の(O)をSiO2として消費してしまい浮遊酸素が減少する結果濡れ性には劣ることになる。一方、O、Sは微量でも影響は大きく少量になるに従って溶滴移行性は悪くなり、ビード形成性、濡れ性に劣る傾向にある。
2)溶接速度
速度が大きいとボイドが発生しやすくなる。
3)シールドガス中の酸素(O)量(%)
高速溶接では酸素リッチのガスを推奨する。 CO2溶接ではボイドは発生しにくく、マグガス (Ar+20%CO2)では発生しやすい。マグの場合はAr+20%CO2+4%O2などの三元ガスにするとよい。また、ミグ(Ar+O2)溶接ではAr+2%O2からAr+5%O2のようにO2混合比をアップさせると良い。
4)母材材質の影響
母材中のSi、O、S、Biなどはビード形状、溶け込み形状に影響を及ぼすので着目して下さい。
5)母材表面の影響
熱延スケールその他酸化皮膜は濡れ性を阻害し、磨き鋼板、ショットブラスト材などは良好ななじみ性を示す。
次話では「溶け落ち」に対する考え方を示し、対策の一端を説明します。
以上。