アーク溶接 第94話 ビード外観を考える(5) 担当 高木柳平
2017年08月07日
=ビードずれ要因とビード外観判定への考え方(1)=
何らかの要因でビードずれが発生すると溶け込み深さが変化し溶接強度に重大な影響を及ぼすため、規格以上のずれの発生は何としても抑えなければならない。一方、所定の溶接線に対しどの範囲のずれまで許容できるかについて予め知ることも外観品質の判定上大切です。本話ではこれらの疑問、質問にお答えします。
はじめに、主なビードずれ要因とその組み合わせを6分類し、表094-01に示します。分類⑥に示す原位置のずれ、トーチの変形、ゆるみ、治具精度、ワーク精度、ティーチング精度などのずれ要因については本話では触れず、分類①~⑤に関し説明します。
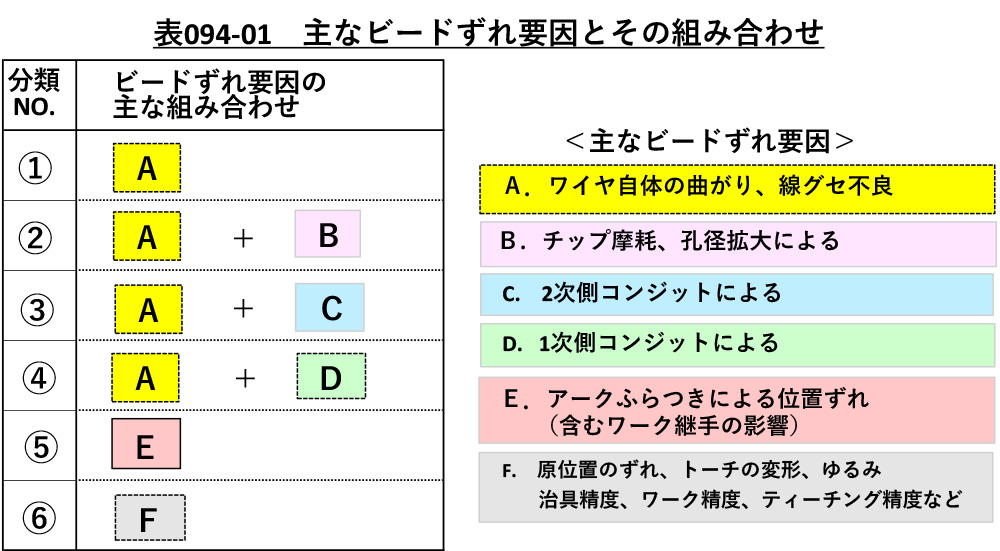
ビードずれへの直接要因はチップ先端から送出される溶接ワイヤ自体の曲がり、線グセが第一です。これらの事前確認がまず必要でビードずれ分類①としてトップに挙げました。次いでチップ先端穴の拡大を②、コンジット系の捩じれ、よじれなどを③、④に分類しました。
では、ワイヤ自体の曲がり、線グセをどのワイヤ送給位置でチェックするかと言えば以下の3地点で見れば良いと考えます。すなわち、
- a) パック巻きワイヤで透明三角傘より引き出されたワイヤ →分類①
- b) 1次側コンジットを通過し送給装置入口側のワイヤ →分類④
- c) チップを通過したワイヤ→分類②、③、④
これらチェックの結果、ビードずれ要因がどの分類に属するか大よそ判別できます。分類②によるビードずれは日常作業として最も多く生ずるものです。チップ穴はアーク熱による輻射熱と給電によるI2R発熱の双方を受けるとともに、ワイヤが送給され自由空間に放出される最終端のためワイヤとの間で摩耗が進み先端穴拡大につながります。例えば1.2Φワイヤの先端穴は楕円形と考え小径側の1.45Φになったところで取替え基準とすることを推奨しています(当社HGピン判定基準による)。
分類③では2次側コンジットの引き廻し、回転などによりコンジットの中心部を通過するワイヤが捩じられたり、戻されたりしてコンジット内を暴れ、ワイヤ振れにつながるケースです。分類④では1次側コンジットによる場合で、2次側コンジットより明確に大きなワイヤ振れになってビードずれが現れます。さらに分類⑤ではとくにアーク起動時に生じやすく、より近い母材側にアーク発生するビードずれで、マグ溶接時に現れやすく、現象を知って対策を取ってください。
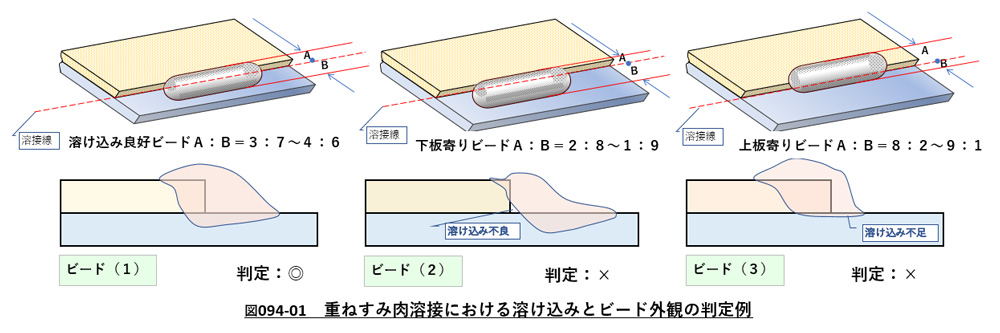
次に、ビードずれした溶接外観の良否判別への対応です。図094-01には継手形状として最も多い重ねすみ肉におけるビード外観を例に説明します。まず図にみるように基準となる溶接線を設定し、かつビード幅を観察します。薄板溶接でもビード幅は6mm以上が「良好」とされていますのでまずビード幅をチェックします。幅は十分基準を満たしているとなれば、次いで基準溶接線に対してビードが上板、下板のどちらにずれているかをみます。ここでは、一例として溶接線からみて上板側のビード幅と下板側のビード幅の比で表わします。真上からみて上側と下側ビード幅の比が3:7、4:6、5:5、6:4、7:3のなかでどこに良否の境界線を引くかです。判定は両板側へ規定の溶け込み深さはあるか、コーナ点(C点)の溶け込みはあるか、のど厚、脚長は規格を満足しているかですが、母材、板厚の組み合わせ、溶接姿勢、ワーク傾斜などによっても微妙に変化します。皆様の外観品質基準に従って判定して下さい。また、ここでは示していませんが他の継手たとえばフレア継手のビードセンター(溶接線)からのビードずれ量は重ねすみ肉継手より圧倒的に厳しく判定されなければなりません。
次話では「実際のビードずれ外観写真とその見方」について解説をします。
以上。