アーク溶接 第105話 アークスタート性を考える(5) 担当 高木柳平
2017年11月20日
=スタート性とエンド制御の考え方、ワイヤ先端球の確認=
スタート性不良要因の第2はワイヤ、送給性、給電性との関連であり、表101-01⓶項にみるように既に掲載したNO.の中で詳しく触れたものが多い。そこで本話ではスタート性とエンド制御の考え方、ワイヤ先端凝固球の性状について説明したい。
既出の図076-01にみるようにアークエンド制御の良否はトーチ原位置で確認し結果を判別ができる。
①ワイヤ出代は、5~6mm程度が良い。
②先端凝固球の大きさは、小さく尖った方がスタート性は好ましく、大きな球滴では次の第1ビード・アークスタート性を阻害する恐れが出る。
- そのほか、チップが偏寄っていないか、スパッターが付着していないかなど確認する必要性に触れた。
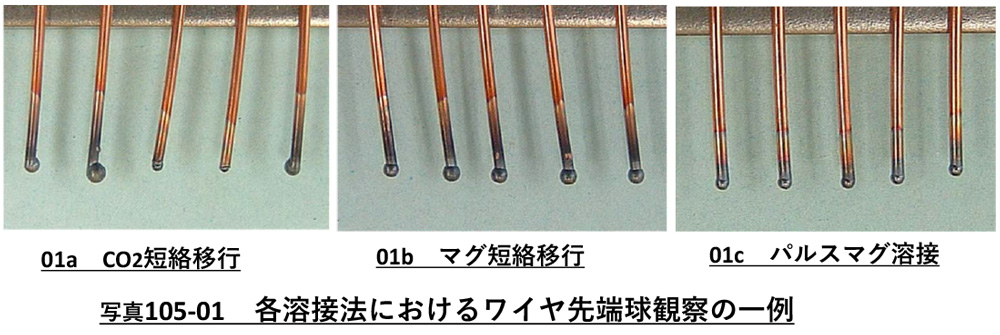
ここでは各溶接法におけるワイヤ先端球の観察の一例を写真105-01に示す。写真01aはCO2短絡移行によるもので先端球のバラツキが大きい事例となっている。CO2短絡の場合は必ずバラツキが大きいと言うものでもない。先端球はどこまでも大きく成長するものでもなく、ワイヤ径の3倍程度を越えることは珍しく、溶融球状態で何らかの力が働けば離脱、脱落しやすくなる。脱落後は小径となって現れやすい。一般的にCO2溶接では溶滴移行現象として母材側からのアーク押上げ力が働きやすいので相対的に大粒になりやすい。 写真01bにはマグ溶接、写真01cにはパルスマグ溶接時の先端球の状態を示す。最近のパルスマグ溶接では実際にワイヤ径並みのレベルとなっている。
それでは、エンド制御の実際をみてみましょう。
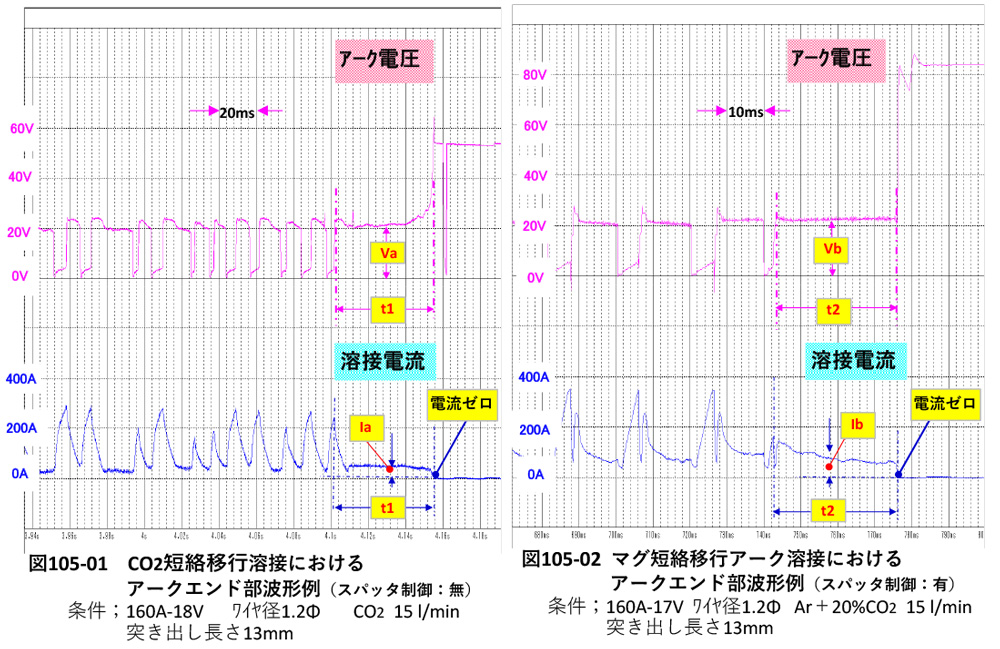
図105-01はCO2短絡移行溶接におけるエンド制御部の波形を示す。
先端球の大きさに影響するエネルギーはアークエンド最終の短絡後の最後のアークエネルギーでIa×Va×t1で表される。
同様にマグ短絡溶接の図105-02ではスパッター制御が適用されているが、最終アークエンドの球滴は、Ib×Vb×t2に支配される。よって短絡溶接で最後の溶滴すなわち1滴は最終アーク部で形成されるため、球を小さめにするにはエンド部ワイヤ送給速度を適正に遅くするとともに、電圧設定も低めにして溶融池に吸い取らせるようにしたい。
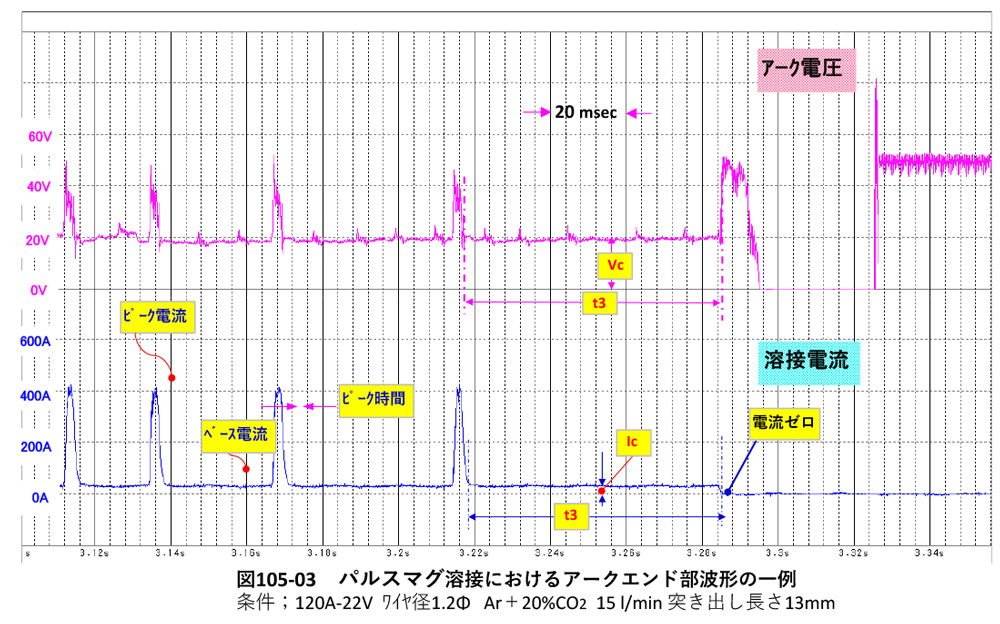
さらにパルスマグ溶接の場合も同様な考え方で、図105-03にみるように、最終アークエンドの1パルス後の早い時期に溶滴移行が終了するので最終溶滴は、ベース電流Ic×ベース電圧Vc×電流ゼロまでの時間t3に相当するエネルギーで形成される。t3はほぼチャートより60msecであり溶接電流100A (1.2Φ)とすると送給平均速度は300cm/min(図062-02参照)。但し60msec間の最終ベース電流期間の送給速度が仮に1/3の100cm/minとすると、計算によりほぼ1mmの送給ワイヤがIc×Vcのアークエネルギーにより先端を溶かされ球状化すると考えられる。
要するに、短絡移行、パルス移行ともアークエンドの先端球はエンド部最終のアークエネルギーに依存し、その大きさは保持されるアーク時間、送給されるワイヤ速度、エンド電流・エンド電圧によって決まる。
以上のような基本的な先端球生成への考え方を理解して頂くとともに、具体的には溶接機メーカ殿が推奨する先端球(凝固球)適正化制御を適用し、設定することをお勧めする。
次話では「スタート部ビード外観の良否に関する考え方と判別 」について説明します。
以上。



